




The global challenge of plastic waste management has positioned specialized equipment at the forefront of environmental sustainability efforts. Among these technologies, the plastic film recycling machine represents a critical solution for processing post-consumer and post-industrial plastic films that would otherwise contribute to landfill accumulation or environmental pollution. Understanding the fundamental principles, components, and operational mechanisms of these machines enables businesses, recycling facilities, and industrial operators to make informed decisions about implementing effective plastic film recovery systems within their operations.
Plastic films encompass a diverse range of materials including polyethylene shopping bags, agricultural stretch films, industrial shrink wraps, and packaging materials that demand specialized processing approaches distinct from rigid plastic recycling. The machinery designed for this purpose integrates mechanical, thermal, and washing technologies to transform contaminated, mixed plastic film waste into clean, reprocessable flakes or pellets suitable for manufacturing new products. This comprehensive exploration examines the essential components, processing stages, material handling requirements, and operational considerations that define modern plastic film recycling machine systems.
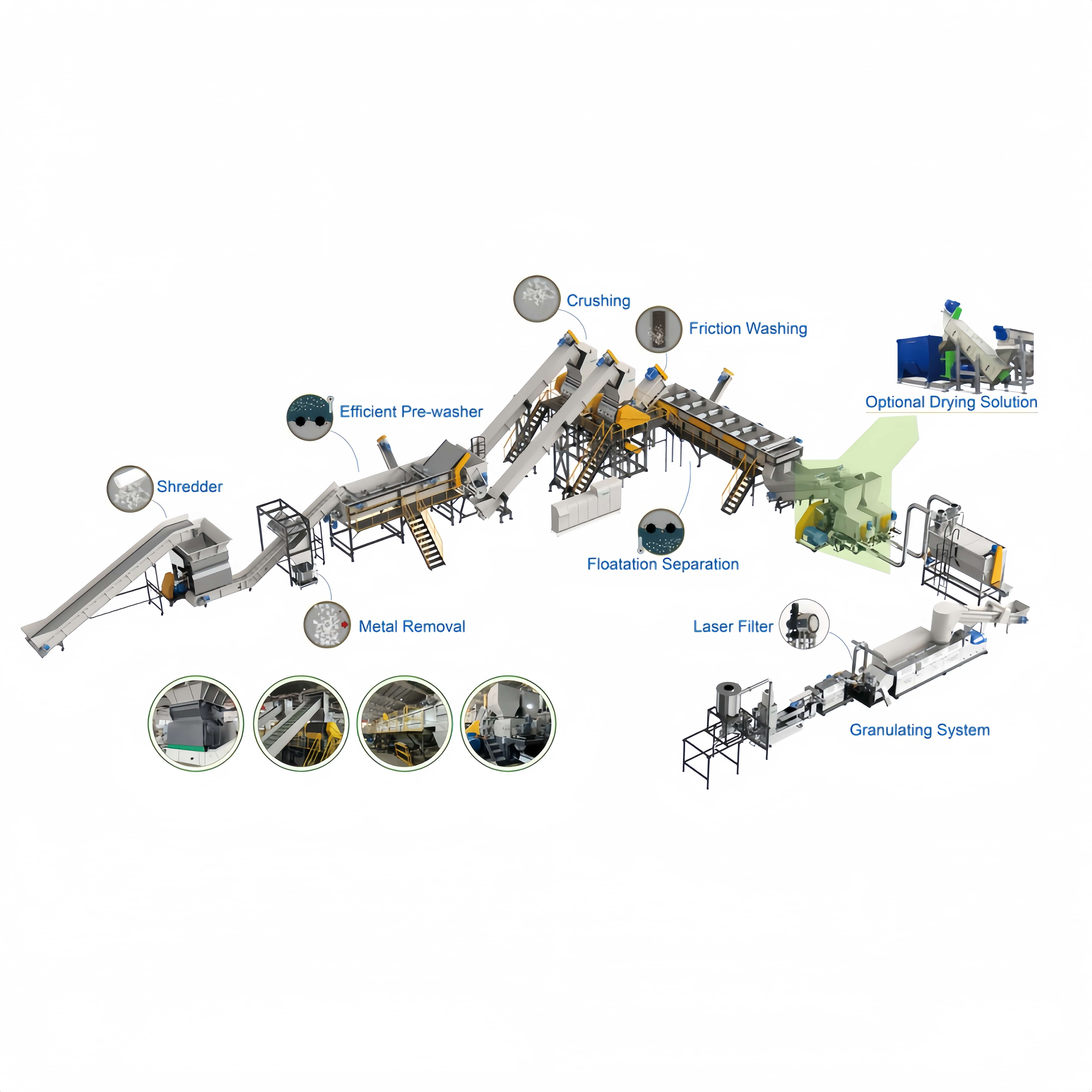
Core Components and System Architecture
Primary Processing Units
The foundation of any plastic film recycling machine begins with its primary processing units, which typically include conveyors, shredders, and crushers designed specifically for film materials. Unlike rigid plastic processing equipment, these components must accommodate the unique characteristics of film materials—their tendency to wrap around rotating components, their low bulk density, and their frequent contamination with organic matter and moisture. The initial size reduction stage employs specialized cutters with configurations that prevent material bridging and ensure consistent feed rates into subsequent processing stages.
Material feeding systems represent a critical architectural element within the plastic film recycling machine configuration. Automated belt conveyors or inclined screw feeders transport sorted film waste from collection points to the shredding stage while incorporating metal detection systems to protect downstream equipment from damaging contaminants. The feeding mechanism must maintain steady material flow despite the variable density and compressibility characteristics inherent to plastic film waste streams.
The shredding chamber itself features rotary knife arrays mounted on heavy-duty shafts, with screen perforations determining the output particle size. For film applications, these screens typically range from 30mm to 80mm openings, balancing throughput capacity with the need for manageable particle sizes in washing stages. Drive systems providing 30 to 150 horsepower depending on capacity requirements power these primary reduction units, with torque monitoring systems protecting against overload conditions.
Washing and Separation Systems
Following size reduction, the plastic film recycling machine incorporates extensive washing systems designed to remove contaminants that compromise the quality of recycled output. These systems typically include pre-washing units employing friction washers where material agitation in water baths loosens soil, labels, and organic residues. The friction washing stage generates mechanical action through rotating paddles or screws that rub film fragments against perforated screens, facilitating contaminant removal without excessive material degradation.
Hot washing tanks represent a subsequent critical component where water temperatures between 60°C and 90°C, combined with carefully selected surfactants, dissolve adhesives, remove printing inks, and separate paper labels from plastic substrates. The residence time within these heated washing chambers typically ranges from 15 to 30 minutes, with continuous agitation maintaining material suspension and preventing settlement. Temperature control systems maintain optimal washing conditions while heat recovery mechanisms minimize energy consumption across continuous operation cycles.
Density separation tanks exploit the specific gravity differences between various plastic types and contaminants to achieve material purification. Polyethylene and polypropylene films, with densities below 1.0 g/cm³, float in water while heavier contaminants including PVC, PET, metals, and mineral matter sink for separate discharge. This hydrocyclone or float-sink separation stage within the plastic film recycling machine system achieves contamination reduction exceeding 95% when properly calibrated, ensuring downstream processing receives relatively uniform material streams.
Dewatering and Drying Components
The mechanical dewatering stage employs centrifugal dryers or squeeze rollers that reduce moisture content from the saturated film fragments emerging from washing systems. Centrifugal dewatering units spin washed material at speeds exceeding 800 RPM, generating forces that expel water through perforated basket walls while retaining plastic particles. These systems typically reduce moisture content to approximately 3-5% by weight, establishing conditions suitable for subsequent thermal drying or direct extrusion processing.
Thermal drying systems within comprehensive plastic film recycling machine configurations utilize hot air circulation to achieve final moisture specifications below 1%, which proves essential for extrusion and pelletizing operations. These dryers employ either horizontal paddle designs with heated jackets or vertical pneumatic conveying systems where material transport and drying occur simultaneously. Temperature controls maintain drying air between 100°C and 130°C, preventing thermal degradation while achieving efficient moisture removal across residence times ranging from 20 to 40 minutes.
Processing Stages and Material Flow
Initial Sorting and Contamination Removal
Before material enters the mechanical processing components of a plastic film recycling machine, manual or automated sorting operations remove gross contaminants and separate incompatible plastic types. This pre-processing stage addresses materials that could damage equipment or contaminate output quality, including rigid plastics, metals, textiles, and excessive organic waste. Sorting conveyor systems with manual picking stations allow operators to extract problem materials while maintaining throughput rates appropriate for downstream capacity.
Advanced installations incorporate optical sorting technologies using near-infrared spectroscopy to identify and separate different polymer types within mixed film waste streams. These automated systems achieve sorting accuracies exceeding 95% at processing rates reaching several tons per hour, significantly reducing labor requirements while improving material stream purity. The integration of optical sorting upstream of the primary plastic film recycling machine enhances overall system efficiency and output quality by ensuring compositional consistency in processed batches.
Size Reduction and Agglomeration
The size reduction stage transforms bulky film waste into manageable fragments suitable for washing and subsequent processing. Single-shaft shredders with hydraulic ram feeders prove effective for initial volume reduction of loose films, while granulators with rotor-stator knife configurations achieve secondary size reduction to specifications between 20mm and 50mm. The particle size uniformity achieved during these stages directly influences washing efficiency and material handling characteristics throughout the remaining process.
For heavily contaminated agricultural films or materials with significant moisture content, some plastic film recycling machine configurations incorporate agglomerator units that apply friction heating to partially melt particle surfaces. This process increases material bulk density, facilitates contaminant release, and improves feeding characteristics into extruders. Agglomerators operate at temperatures below full melting points, typically 110°C to 140°C for polyethylene materials, generating densified agglomerates that enhance downstream processing efficiency.
Washing Circuit Optimization
The washing circuit represents the most critical quality-determining stage within plastic film recycling machine operations. Multi-stage configurations employ sequential washing steps with progressively cleaner water supplies, implementing counter-current flow principles that maximize contamination removal while minimizing fresh water consumption. Initial friction washers handle heavily soiled material, intermediate hot wash tanks address adhesives and inks, and final rinse stages remove residual detergents and fine particles.
Water chemistry management proves essential for effective washing performance, with pH control, surfactant concentration, and temperature coordination optimized for specific contamination profiles. Agricultural film processing typically requires aggressive washing conditions to remove soil and biological matter, while post-consumer packaging films demand formulations effective against printing inks and adhesive residues. Modern plastic film recycling machine systems incorporate automated chemical dosing and water quality monitoring to maintain optimal washing conditions across varying input material characteristics.
Material Specifications and Compatibility
Acceptable Feed Material Characteristics
Understanding the material specifications compatible with plastic film recycling machine systems enables operators to establish appropriate collection and sorting protocols. Most film recycling equipment handles polyethylene films including low-density polyethylene, linear low-density polyethylene, and high-density polyethylene variants that constitute the majority of flexible packaging and agricultural film applications. These materials share similar density characteristics and processing requirements, allowing combined processing within single equipment configurations.
Polypropylene films present compatible processing characteristics in many plastic film recycling machine designs, though their slightly higher melting temperatures and density specifications may require parameter adjustments. Mixed PE/PP streams can often be processed together when end-use applications tolerate material blends, though separation may be necessary for applications demanding specific polymer properties. Material thickness typically ranges from 20 microns to 200 microns for effective processing, with extremely thin films requiring special handling considerations.
Contamination Tolerance Levels
The contamination tolerance of plastic film recycling machine systems varies with equipment sophistication and washing circuit design. Basic configurations effectively process materials with contamination levels up to 30% by weight, including soil, moisture, and organic matter, while advanced systems with multiple washing stages handle contamination approaching 50% while maintaining acceptable output quality. However, excessive contamination reduces throughput capacity, increases water and energy consumption, and accelerates component wear.
Problematic contaminants requiring removal before plastic film recycling machine processing include excessive metals, stones, glass, and incompatible plastics that can damage equipment or contaminate output streams. Paper content below 5% typically proves manageable within washing systems, while higher concentrations may overwhelm separation mechanisms. Biological contamination including food residues requires particular attention in hot washing stages to prevent system fouling and maintain sanitary processing conditions.
Output Quality Specifications
The output from plastic film recycling machine systems typically consists of clean, dry plastic flakes ranging from 10mm to 30mm in size, with moisture content below 1% and contamination levels under 2% by weight. These specifications enable direct feeding into extrusion systems for pellet production or film manufacturing applications. Advanced washing configurations achieve contamination levels below 0.5%, producing materials suitable for food-contact applications when combined with appropriate virgin resin blending.
Color consistency and material uniformity significantly influence output value and application suitability. Systems processing pre-sorted, single-color material streams produce output commanding premium pricing for applications where color consistency matters. Mixed-color streams yield output suitable for applications tolerant of color variation, including construction films, industrial sheeting, and non-visible packaging components where performance characteristics outweigh aesthetic considerations.
Operational Considerations and Performance Factors
Throughput Capacity and Production Rates
Plastic film recycling machine capacity specifications typically range from 200 kilograms per hour for small-scale operations to 2000 kilograms per hour for industrial installations, with actual throughput depending on input material characteristics and desired output quality. Systems processing clean, pre-sorted industrial scrap achieve rates approaching maximum specifications, while heavily contaminated post-consumer materials reduce effective throughput by 30% to 50% as washing cycles extend and material loss to contamination increases.
The relationship between feed rate, washing effectiveness, and output quality requires careful optimization within plastic film recycling machine operations. Excessive feed rates overwhelm washing capacity, resulting in inadequate contamination removal and substandard output. Conservative feed rates ensure thorough washing but underutilize equipment capacity and increase per-unit processing costs. Successful operations develop material-specific processing protocols that balance throughput targets with quality specifications appropriate for intended end-use applications.
Energy Consumption and Utility Requirements
Energy consumption represents a significant operational cost factor in plastic film recycling machine systems, with typical installations requiring 0.3 to 0.6 kilowatt-hours per kilogram of processed material. Motor drives for shredders, washers, and dryers constitute the largest electrical demand, while hot washing systems impose substantial thermal energy requirements when heat recovery systems are absent. Modern installations incorporate variable frequency drives that optimize motor speeds according to load conditions, reducing energy consumption by 15% to 25% compared to fixed-speed configurations.
Water consumption in plastic film recycling machine operations ranges from 2 to 8 liters per kilogram of processed material depending on contamination levels and system design. Closed-loop water recycling systems with settlement tanks, filtration, and treatment capacity reduce fresh water requirements by 70% to 90%, addressing both cost and environmental concerns. Wastewater treatment considerations prove essential for regulatory compliance, with settlement, filtration, and sometimes biological treatment necessary before discharge or reuse.
Maintenance Requirements and Component Wear
Regular maintenance protocols ensure sustained performance and longevity of plastic film recycling machine installations. Shredder and granulator knives require sharpening or replacement every 200 to 500 operating hours depending on material abrasiveness and contamination levels. Bearing assemblies in rotating equipment demand weekly lubrication and annual replacement to prevent catastrophic failures. Screen perforations in washing units and size reduction equipment periodically require cleaning to maintain proper flow characteristics and prevent material accumulation.
Preventive maintenance schedules typically include daily inspection of critical components, weekly lubrication of moving parts, monthly verification of electrical systems and safety interlocks, and quarterly comprehensive equipment evaluation including alignment checks and wear measurements. Facilities processing abrasive materials including agricultural films with soil contamination experience accelerated component wear, necessitating more frequent inspection intervals and component replacement. Comprehensive maintenance documentation enables trending of component life and identification of recurring issues requiring design modifications or operational adjustments.
Implementation Planning and System Selection
Capacity Matching and Scalability
Selecting appropriate plastic film recycling machine capacity requires careful analysis of available material supply, market demand for recycled output, and financial investment constraints. Undersized systems create processing bottlenecks that limit business growth and may result in material accumulation issues. Oversized installations operate below optimal efficiency, inflating per-unit processing costs and extending financial payback periods. Accurate capacity planning considers not just initial material availability but projected growth as collection networks expand and market awareness increases.
Modular system designs offer scalability advantages for growing operations, allowing capacity expansion through addition of parallel processing lines rather than complete system replacement. Initial installations might process 500 kilograms per hour with provisions for duplicating key components to achieve 1000 kilograms per hour capacity as material supply justifies expansion. This phased approach reduces initial capital requirements while maintaining flexibility for future growth aligned with business development.
Site Infrastructure and Space Requirements
Physical space requirements for plastic film recycling machine installations depend on system capacity and configuration, with compact designs occupying approximately 200 square meters for 500 kilogram per hour systems, while comprehensive installations with extensive washing circuits and finishing equipment may require 1000 square meters or more. Facility planning must accommodate not just processing equipment but also material receiving areas, sorted material storage, finished product storage, and maintenance access zones.
Infrastructure requirements include three-phase electrical service with capacity matching equipment specifications, typically 150 to 500 kilowatts depending on system size. Water supply infrastructure must deliver adequate flow rates for washing operations, generally 10 to 40 cubic meters per hour with supply pressure between 2 and 4 bar. Drainage systems must handle wastewater volumes with appropriate treatment capacity before discharge. Climate-controlled environments prove unnecessary for most plastic film recycling machine operations, though temperature extremes may affect processing efficiency and require supplemental heating or cooling.
Integration with Downstream Processing
Many plastic film recycling machine operators integrate extrusion and pelletizing equipment to convert washed flakes into pelletized form commanding higher market value and offering enhanced storage and transportation efficiency. Pelletizing systems employ single-screw or twin-screw extruders that melt washed flakes, filter remaining contaminants through screen packs, and force material through die plates for cutting into uniform pellets. This value-added processing step typically increases material value by 30% to 50% while creating products more compatible with conventional plastic processing equipment.
Direct integration between washing and extrusion stages eliminates intermediate drying requirements in some advanced configurations. Wet flakes feed directly from mechanical dewatering into extruder feed throats, where residual moisture evaporates during the melting process. This streamlined approach reduces energy consumption and equipment investment while maintaining output quality suitable for most applications. However, moisture-sensitive applications may still require dedicated drying stages to achieve specifications below 0.5% moisture content.
FAQ
What types of plastic films can be processed in recycling machines?
Plastic film recycling machines primarily process polyethylene materials including LDPE, LLDPE, and HDPE films commonly found in shopping bags, agricultural films, stretch wrap, and flexible packaging. Many systems also handle polypropylene films with minor adjustments. The equipment typically accommodates film thickness from 20 to 200 microns and can process both pre-consumer industrial scrap and post-consumer waste materials. Mixed-color films, printed films, and materials with moderate contamination levels are generally acceptable, though heavily contaminated materials may require pre-treatment or more aggressive washing protocols.
How much space is required to install a film recycling system?
Space requirements vary significantly based on processing capacity and system configuration. A basic 300-500 kg/hr system typically requires 150-250 square meters of floor space, while industrial systems processing 1000-2000 kg/hr may need 500-1000 square meters. These figures include equipment footprint, material handling areas, and maintenance access zones. Facilities must also provide adequate ceiling height, generally 5-7 meters minimum, to accommodate material conveyors and ventilation systems. Additional space for raw material storage, finished product storage, and utility equipment should be factored into total facility planning.
What are the typical operating costs for running recycling equipment?
Operating costs for plastic film recycling machines include electricity consumption averaging 0.3-0.6 kWh per kilogram processed, water usage of 2-8 liters per kilogram, and chemical additives for washing operations costing approximately $0.02-0.05 per kilogram. Labor requirements depend on automation level but typically range from 2-6 operators per shift for systems processing 500-1500 kg/hr. Maintenance costs including replacement parts, consumables, and scheduled service generally represent 5-8% of initial equipment investment annually. Total operating costs typically range from $0.15 to $0.35 per kilogram processed, varying with local utility rates and material contamination levels.
How long does it take to achieve return on investment in film recycling?
Return on investment for plastic film recycling machine installations varies considerably based on equipment cost, material acquisition costs, local market prices for recycled output, and operational efficiency. Systems processing low-cost or free waste material and producing pelletized output for premium markets may achieve ROI within 18-30 months. Operations purchasing input material or producing lower-grade flake output typically require 3-5 years for full investment recovery. Key factors influencing financial performance include consistent material supply, stable output markets, operational uptime exceeding 85%, and effective cost control across utilities and labor. Government incentives, recycling credits, or tipping fee avoidance can significantly accelerate payback timelines in certain jurisdictions.