




Глобальная проблема управления пластиковыми отходами выдвинула специализированное оборудование на передовую позицию в усилиях по обеспечению экологической устойчивости. Среди таких технологий машина для переработки пластиковой плёнки представляет собой ключевое решение решение для переработки потребительских и промышленных пластиковых плёнок, которые в противном случае способствовали бы накоплению отходов на полигонах или загрязнению окружающей среды. Понимание фундаментальных принципов, компонентов и рабочих механизмов этих машин позволяет предприятиям, перерабатывающим предприятиям и промышленным операторам принимать обоснованные решения о внедрении эффективных систем восстановления пластиковой плёнки в рамках своих производственных процессов.
Пластиковые пленки охватывают широкий спектр материалов, включая полиэтиленовые пакеты для покупок, аграрные стрейч-пленки, промышленные термоусадочные пленки и упаковочные материалы, для переработки которых требуются специализированные технологические подходы, отличные от переработки жестких пластмасс. Машины, предназначенные для этой цели, объединяют механические, термические и мойочные технологии для преобразования загрязненных, смешанных отходов пластиковых пленок в чистые, пригодные для повторной переработки хлопья или гранулы, пригодные для производства новых изделий товары в данном всестороннем обзоре рассматриваются ключевые компоненты, стадии переработки, требования к обращению с материалами и эксплуатационные аспекты, определяющие современные системы машин для переработки пластиковых пленок.
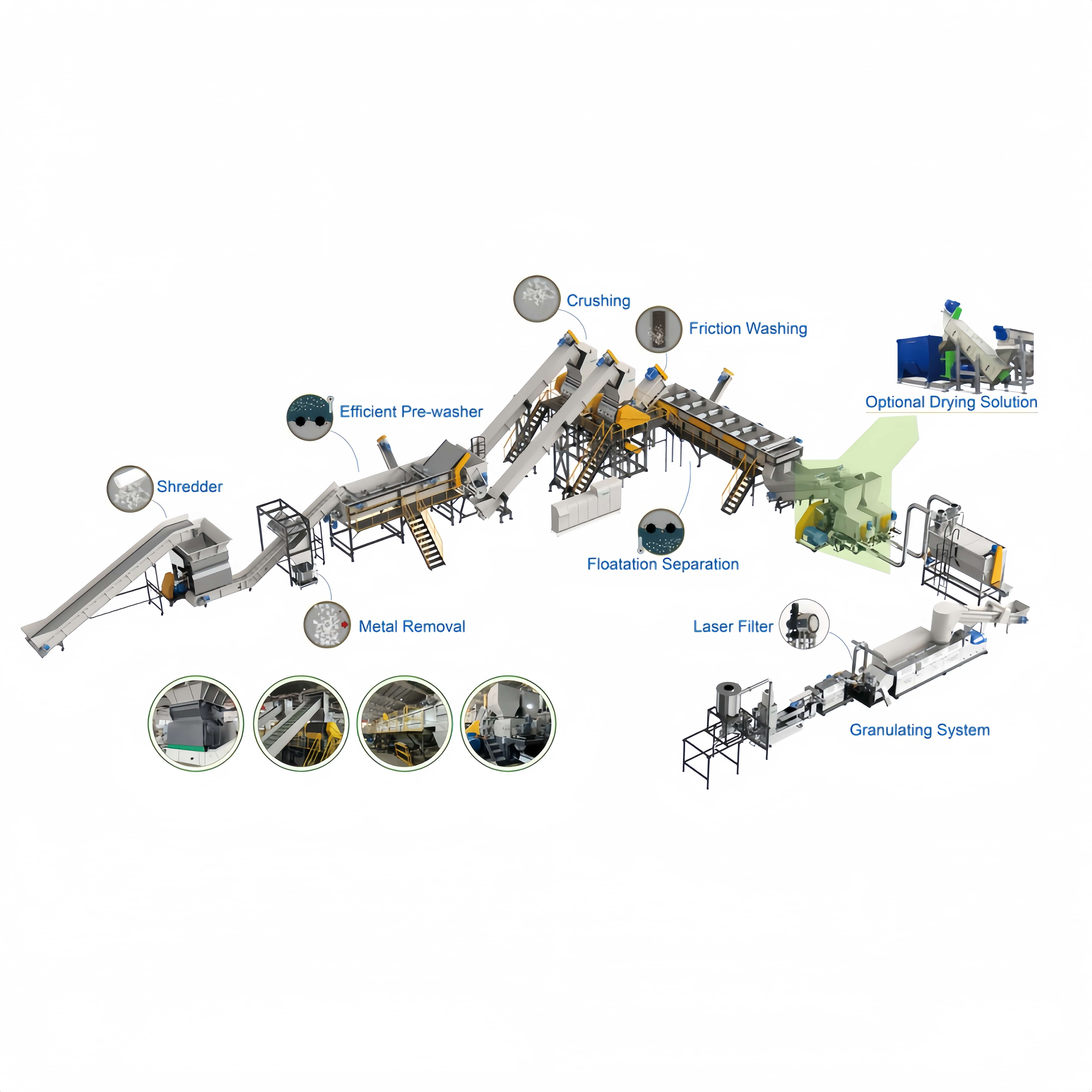
Основные компоненты и архитектура системы
Первичные технологические блоки
Основой любого оборудования для переработки пластиковой плёнки являются его основные технологические узлы, к которым, как правило, относятся конвейеры, шредеры и дробилки, специально предназначенные для переработки плёночных материалов. В отличие от оборудования для переработки жёстких пластиков, эти компоненты должны учитывать уникальные свойства плёночных материалов: их склонность наматываться на вращающиеся детали, низкую насыпную плотность, а также частое загрязнение органическими веществами и влагой. На начальном этапе измельчения применяются специализированные ножи с конфигурацией, предотвращающей образование «мостов» из материала и обеспечивающей стабильную подачу в последующие стадии переработки.
Системы подачи материала представляют собой критически важный архитектурный элемент в конфигурации установки для переработки пластиковой плёнки. Автоматизированные ленточные конвейеры или наклонные шнековые питатели транспортируют отсортированные отходы плёнки из мест сбора на стадию измельчения, одновременно включая системы обнаружения металла для защиты оборудования последующих стадий от повреждающих загрязнителей. Механизм подачи должен обеспечивать стабильный поток материала, несмотря на переменную плотность и сжимаемость, присущие потокам отходов пластиковой плёнки.
Сама камера измельчения оснащена вращающимися ножевыми блоками, установленными на массивных валах; размер частиц на выходе определяется диаметром отверстий в решётке. Для переработки плёнки типичный диаметр отверстий в таких решётках составляет от 30 мм до 80 мм, что обеспечивает баланс между производительностью и необходимостью получения частиц приемлемого размера на стадии промывки.
Системы промывки и сепарации
После уменьшения размера фрагментов пластика машина для переработки пластиковой плёнки оснащена многоступенчатыми системами промывки, предназначенными для удаления загрязнений, ухудшающих качество переработанного продукта. Эти системы обычно включают предварительные промывочные установки с использованием фрикционных моек, в которых перемешивание материала в водяных ваннах ослабляет прилипание почвы, этикеток и органических остатков. На стадии фрикционной промывки создаётся механическое воздействие за счёт вращающихся лопастей или шнеков, которые трут фрагменты плёнки о перфорированные решётки, обеспечивая удаление загрязнений без чрезмерного разрушения материала.
Теплые моечные резервуары представляют собой следующий критически важный компонент, в котором температура воды в диапазоне от 60 °C до 90 °C в сочетании с тщательно подобранными ПАВ растворяет клеевые составы, удаляет печатные краски и отделяет бумажные этикетки от пластиковых основ. Время пребывания материалов в этих нагреваемых моечных камерах обычно составляет от 15 до 30 минут; непрерывное перемешивание обеспечивает поддержание материалов во взвешенном состоянии и предотвращает их оседание. Системы регулирования температуры поддерживают оптимальные условия мойки, а механизмы рекуперации тепла минимизируют энергопотребление в циклах непрерывной эксплуатации.
Резервуары для сепарации по плотности используют различия в удельном весе различных типов пластмасс и загрязняющих примесей для достижения очистки материала. Пленки из полиэтилена и полипропилена, плотность которых ниже 1,0 г/см³, всплывают в воде, тогда как более тяжелые загрязнители — включая ПВХ, ПЭТ, металлы и минеральные вещества — оседают на дно и удаляются отдельно. Этап сепарации с помощью гидроциклона или метода «всплывание-оседание», входящий в состав установки для переработки пластиковых пленок, обеспечивает снижение уровня загрязнений свыше 95 % при правильной калибровке, гарантируя, что на последующие стадии переработки поступают относительно однородные потоки материала.
Компоненты для обезвоживания и сушки
На стадии механического обезвоживания используются центрифужные сушилки или пресс-валики, которые снижают содержание влаги в насыщенных водой фрагментах плёнки, поступающих из моющих систем. Центрифужные установки для обезвоживания вращают промытый материал со скоростью свыше 800 об/мин, создавая центробежные силы, выталкивающие воду через перфорированные стенки барабана при одновременном удержании частиц пластика. Эти системы, как правило, снижают содержание влаги примерно до 3–5 % по массе, обеспечивая условия, пригодные для последующей термической сушки или непосредственной экструзионной переработки.
Термические сушильные системы в составе комплексных установок для переработки пластиковой пленки используют циркуляцию горячего воздуха для достижения конечного содержания влаги ниже 1 %, что является критически важным требованием для операций экструзии и гранулирования. Эти сушилки оснащены либо горизонтальными лопастными устройствами с подогреваемыми рубашками, либо вертикальными пневматическими транспортными системами, в которых транспортировка материала и сушка происходят одновременно. Регулирование температуры обеспечивает поддержание температуры сушильного воздуха в диапазоне от 100 °C до 130 °C, предотвращая термическую деградацию материала и обеспечивая эффективное удаление влаги при времени пребывания материала в сушилке от 20 до 40 минут.
Этапы переработки и поток материала
Первоначальная сортировка и удаление загрязнений
Перед тем как материал поступает в компоненты механической переработки машины для переработки пластиковой плёнки, ручная или автоматизированная сортировка удаляет крупные загрязнители и разделяет несовместимые типы пластика. На этом этапе предварительной обработки устраняются материалы, которые могут повредить оборудование или ухудшить качество конечного продукта, включая жёсткие пластики, металлы, текстиль и избыточные органические отходы. Сортировочные конвейерные системы с ручными рабочими станциями позволяют операторам извлекать проблемные материалы, сохраняя при этом производительность, соответствующую пропускной способности последующих стадий переработки.
Современные установки включают оптические сортировочные технологии с использованием ближней инфракрасной спектроскопии для идентификации и разделения различных типов полимеров в потоках смешанных пленочных отходов. Эти автоматизированные системы обеспечивают точность сортировки свыше 95 % при производительности, достигающей нескольких тонн в час, что значительно снижает трудозатраты и одновременно повышает чистоту перерабатываемых материалов. Интеграция оптической сортировки на стадии, предшествующей основной машине для переработки пластиковых пленок, повышает общую эффективность системы и качество выходной продукции за счёт обеспечения составной однородности обрабатываемых партий.
Измельчение и агломерация
Этап уменьшения размера преобразует громоздкие отходы плёнки в управляемые фрагменты, пригодные для мойки и последующей переработки. Одновалковые шредеры с гидравлическими толкателями эффективны для первоначального уменьшения объёма рыхлых плёнок, тогда как грануляторы с конфигурацией ножей на роторе и статоре обеспечивают вторичное уменьшение размера частиц до заданных значений в диапазоне от 20 мм до 50 мм. Однородность размера частиц, достигаемая на этих этапах, напрямую влияет на эффективность мойки и характеристики обращения с материалом на всех последующих стадиях процесса.
Для сильно загрязнённых сельскохозяйственных плёнок или материалов с высоким содержанием влаги требуется некоторое машина для переработки пластиковой пленки конфигурации включают агломерационные установки, которые применяют трение для нагрева и частичного плавления поверхностей частиц. Этот процесс повышает объёмную плотность материала, способствует удалению загрязнений и улучшает характеристики подачи в экструдеры. Агломераторы работают при температурах ниже температур полного плавления — обычно от 110 °C до 140 °C для полиэтиленовых материалов, формируя уплотнённые агломераты, которые повышают эффективность последующих технологических операций.
Оптимизация промывочной схемы
Мойка представляет собой наиболее критичный этап, определяющий качество в работе установок для переработки пластиковой пленки. Многоступенчатые конфигурации предусматривают последовательные стадии мойки с постепенно более чистой водой и применяют принцип противоточного движения, что обеспечивает максимальное удаление загрязнений при минимальном расходе пресной воды. На начальном этапе фрикционные мойки обрабатывают сильно загрязнённый материал, на промежуточной стадии горячие моечные баки удаляют клеевые составы и краски, а заключительные промывочные стадии устраняют остатки моющих средств и мелкие частицы.
Управление химией воды является ключевым фактором для обеспечения эффективной мойки: контроль pH, концентрации ПАВ и температуры координируются с учётом конкретных профилей загрязнений. Переработка сельскохозяйствённых плёнок, как правило, требует агрессивных условий мойки для удаления почвы и биологических остатков, тогда как для плёнок упаковочных материалов после потребления необходимы составы, эффективно удаляющие печатные краски и остатки клея. Современные системы машин для переработки пластиковых плёнок оснащены автоматизированной дозировкой реагентов и контролем качества воды, что обеспечивает оптимальные условия мойки при изменяющихся характеристиках поступающего сырья.
Технические характеристики материалов и совместимость
Допустимые характеристики исходного материала
Понимание технических характеристик материалов, совместимых с системами для переработки пластиковой плёнки, позволяет операторам разрабатывать соответствующие протоколы сбора и сортировки. Большинство оборудования для переработки плёнки предназначено для переработки полиэтиленовых плёнок, включая полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE) и полиэтилен высокой плотности (HDPE), которые составляют основную долю гибкой упаковки и сельскохозяйственных плёнок. Эти материалы обладают схожими характеристиками плотности и требованиями к переработке, что позволяет совместно перерабатывать их в рамках одной конфигурации оборудования.
Полипропиленовые пленки обладают совместимыми характеристиками переработки во многих конструкциях машин для переработки пластиковых пленок, хотя их несколько более высокие температуры плавления и показатели плотности могут потребовать корректировки параметров. Смеси потоков ПЭ/ПП часто можно перерабатывать совместно, если конечное применение допускает использование смесей материалов; однако для областей применения, требующих строгого соблюдения специфических полимерных свойств, может потребоваться их разделение. Толщина материала обычно составляет от 20 до 200 мкм для эффективной переработки; при этом чрезвычайно тонкие пленки требуют особых мер обращения.
Уровни допустимого загрязнения
Степень допустимого загрязнения в системах переработки пластиковой плёнки зависит от уровня технической оснащённости оборудования и конструкции моющей линии. Базовые конфигурации эффективно перерабатывают материалы с уровнем загрязнения до 30 % по массе, включая почву, влагу и органические примеси, тогда как передовые системы с многоступенчатой промывкой способны обрабатывать материалы с загрязнением, приближающимся к 50 %, сохраняя при этом приемлемое качество выходного продукта. Однако чрезмерное загрязнение снижает производительность, повышает расход воды и энергии, а также ускоряет износ компонентов.
Проблемные загрязнители, подлежащие удалению до переработки пластиковой пленки на линии переработки, включают избыточное количество металлов, камней, стекла и несовместимых видов пластика, которые могут повредить оборудование или загрязнить выходящие потоки. Содержание бумаги ниже 5 % обычно успешно обрабатывается в системах промывки, тогда как более высокие концентрации могут перегрузить механизмы сепарации. Биологическое загрязнение, включая остатки пищи, требует особого внимания на этапе горячей промывки для предотвращения засорения системы и обеспечения санитарных условий переработки.
Спецификации качества выходного продукта
Выходной продукт систем переработки пластиковой плёнки обычно представляет собой чистые, сухие пластиковые хлопья размером от 10 мм до 30 мм, с содержанием влаги ниже 1 % и уровнем загрязнений менее 2 % по массе. Эти характеристики позволяют подавать материал непосредственно в экструзионные системы для производства гранул или в производственные процессы изготовления плёнки. Современные конфигурации промывки обеспечивают уровень загрязнений ниже 0,5 %, что позволяет получать материалы, пригодные для применения в контакте с пищевыми продуктами, при условии их смешивания с соответствующим первичным полимерным сырьём.
Согласованность цвета и однородность материала существенно влияют на выходную стоимость и пригодность для конкретных применений. Системы, перерабатывающие предварительно отсортированные потоки одноцветного материала, производят продукцию, которая пользуется повышенным спросом и премиальной ценой в тех областях применения, где важна стабильность цвета. Потоки смешанного цвета дают продукцию, подходящую для применений, допускающих колебания цвета, включая строительные плёнки, промышленные листовые материалы и компоненты упаковки, не видимые в конечном изделии, где эксплуатационные характеристики важнее эстетических требований.
Эксплуатационные аспекты и факторы производительности
Пропускная способность и темпы производства
Производительность машин для переработки пластиковой плёнки обычно составляет от 200 килограммов в час для небольших производств до 2000 килограммов в час для промышленных установок; фактическая пропускная способность зависит от характеристик исходного материала и требуемого качества конечного продукта. Системы, перерабатывающие чистый предварительно отсортированный промышленный лом, достигают показателей, близких к максимальным техническим характеристикам, тогда как сильно загрязнённые постпотребительские материалы снижают эффективную пропускную способность на 30–50 % из-за удлинения циклов мойки и увеличения потерь материала из-за загрязнений.
Соотношение между скоростью подачи, эффективностью мойки и качеством выходного продукта требует тщательной оптимизации в процессе эксплуатации установок для переработки пластиковой пленки. Избыточная скорость подачи превышает моющую способность оборудования, что приводит к недостаточному удалению загрязнений и получению некачественного выходного продукта. Заниженная скорость подачи обеспечивает тщательную мойку, однако приводит к неполному использованию производственных мощностей и росту себестоимости единицы продукции. Успешные предприятия разрабатывают технологические регламенты, специфичные для каждого типа перерабатываемого материала, сбалансированные между целевыми показателями производительности и требованиями к качеству, соответствующими предполагаемому конечному применению.
Энергопотребление и требования к коммунальным услугам
Энергопотребление представляет собой значительный фактор эксплуатационных затрат в системах машин для переработки пластиковой плёнки: типичные установки требуют от 0,3 до 0,6 киловатт-часа на килограмм перерабатываемого материала. Приводы двигателей для шредеров, моек и сушилок составляют наибольшую электрическую нагрузку, тогда как системы горячей мойки предъявляют существенные требования к тепловой энергии при отсутствии систем рекуперации тепла. Современные установки оснащаются частотно-регулируемыми приводами, которые оптимизируют скорость вращения двигателей в зависимости от условий нагрузки, снижая энергопотребление на 15–25 % по сравнению с конфигурациями с фиксированной скоростью.
Расход воды при работе установки для переработки пластиковой плёнки составляет от 2 до 8 литров на килограмм перерабатываемого материала в зависимости от степени загрязнения и конструкции системы. Системы замкнутого цикла рециркуляции воды с отстойниками, фильтрацией и возможностью очистки снижают потребность в пресной воде на 70–90 %, решая одновременно экономические и экологические задачи. Учёт требований к очистке сточных вод является обязательным условием соблюдения нормативных требований: перед сбросом или повторным использованием необходимы отстаивание, фильтрация и, в некоторых случаях, биологическая очистка.
Требования к техническому обслуживанию и износ компонентов
Регулярное техническое обслуживание обеспечивает стабильную производительность и длительный срок службы установок для переработки пластиковой плёнки. Ножи дробилок и грануляторов требуют заточки или замены каждые 200–500 часов работы в зависимости от абразивности перерабатываемого материала и уровня его загрязнённости. Узлы подшипников во вращающемся оборудовании требуют еженедельной смазки и замены один раз в год для предотвращения катастрофических отказов. Отверстия в ситах моющих агрегатов и оборудования для уменьшения размера частиц периодически необходимо очищать для поддержания требуемых характеристик потока и предотвращения накопления материала.
Графики профилактического технического обслуживания обычно включают ежедневный осмотр критических компонентов, еженедельную смазку подвижных частей, ежемесячную проверку электрических систем и блокировок безопасности, а также ежеквартальную комплексную оценку оборудования, включая проверку соосности и измерение износа. На предприятиях, перерабатывающих абразивные материалы, в том числе сельскохозяйственные плёнки с загрязнением почвой, наблюдается ускоренный износ компонентов, что требует более частых интервалов осмотра и замены компонентов. Комплексная документация по техническому обслуживанию позволяет отслеживать срок службы компонентов и выявлять повторяющиеся проблемы, требующие конструктивных изменений или корректировок в эксплуатации.
Планирование внедрения и выбор системы
Соответствие мощности и масштабируемость
Выбор подходящей производственной мощности установки для переработки пластиковой пленки требует тщательного анализа объема доступного сырья, спроса на переработанный продукт со стороны рынка и ограничений по финансовым инвестициям. Установки недостаточной мощности создают узкие места в процессе переработки, что сдерживает рост бизнеса и может привести к проблемам накопления материала. Установки избыточной мощности работают ниже оптимального уровня эффективности, что увеличивает себестоимость переработки единицы продукции и удлиняет срок окупаемости инвестиций. Точный расчет мощности учитывает не только первоначальный объем доступного сырья, но и прогнозируемый рост его поступлений по мере расширения систем сбора и повышения осведомлённости рынка.
Модульные системы проектирования обеспечивают преимущества масштабируемости для растущих операций, позволяя расширять мощность за счёт добавления параллельных технологических линий вместо полной замены системы. Первоначальные установки могут перерабатывать 500 килограммов в час при наличии возможности дублирования ключевых компонентов для достижения производственной мощности 1000 килограммов в час по мере того, как объёмы поставок сырья оправдывают такое расширение. Такой поэтапный подход снижает первоначальные капитальные затраты и одновременно сохраняет гибкость для будущего роста, согласованного с развитием бизнеса.
Инфраструктура площадки и требования к занимаемой площади
Требования к физическому пространству для установки оборудования для переработки пластиковой плёнки зависят от производственной мощности и конфигурации системы: компактные модели занимают примерно 200 квадратных метров для систем мощностью 500 килограммов в час, тогда как комплексные установки с расширенными моющими контурами и отделочным оборудованием могут требовать 1000 квадратных метров и более. При проектировании объекта необходимо учитывать не только технологическое оборудование, но и зоны приёма материалов, хранения сортированных материалов, хранения готовой продукции, а также зоны доступа для технического обслуживания.
Требования к инфраструктуре включают трехфазное электроснабжение с мощностью, соответствующей техническим характеристикам оборудования, обычно от 150 до 500 киловатт в зависимости от размера системы. Инфраструктура водоснабжения должна обеспечивать достаточный расход воды для операций мойки — как правило, от 10 до 40 кубических метров в час при давлении подачи от 2 до 4 бар. Системы канализации должны обеспечивать отвод сточных вод с соответствующей мощностью очистки перед сбросом. Климат-контролируемые помещения не требуются для большинства операций по переработке пластиковой пленки, однако экстремальные температуры могут повлиять на эффективность переработки и потребовать дополнительного обогрева или охлаждения.
Интеграция с последующими технологическими процессами
Многие операторы установок для переработки пластиковой плёнки интегрируют оборудование для экструзии и грануляции, чтобы превратить промытые хлопья в гранулы, обладающие более высокой рыночной стоимостью и обеспечивающие повышенную эффективность хранения и транспортировки. Системы грануляции используют одношнековые или двухшнековые экструдеры, которые расплавляют промытые хлопья, фильтруют оставшиеся загрязнения с помощью наборов фильтровых сеток и продавливают материал через фильерные плиты для его нарезки на однородные гранулы. Этот этап добавленной стоимости, как правило, повышает стоимость материала на 30–50 %, а также позволяет получить продукты, совместимые с традиционным оборудованием для переработки пластмасс.
Прямая интеграция стадий мойки и экструзии в некоторых передовых конфигурациях исключает необходимость промежуточной сушки. Влажные хлопья подаются напрямую из механического обезвоживания в загрузочные горловины экструдера, где остаточная влага испаряется в процессе плавления. Такой упрощённый подход снижает энергопотребление и капитальные затраты на оборудование, сохраняя при этом качество выходного продукта, достаточное для большинства применений. Однако для применений, чувствительных к влаге, может по-прежнему требоваться выделенная стадия сушки для достижения показателей влажности ниже 0,5 %.
Часто задаваемые вопросы
Какие типы пластиковых плёнок можно перерабатывать на установках для вторичной переработки?
Машины для переработки пластиковой плёнки в первую очередь перерабатывают полиэтиленовые материалы, включая плёнки из ПЭНД, ПЭЛНД и ПЭВД, которые широко используются в пакетах для покупок, агроплёнках, стрейч-плёнках и гибкой упаковке. Многие системы также способны перерабатывать полипропиленовую плёнку при незначительных настройках. Оборудование обычно рассчитано на толщину плёнки от 20 до 200 мкм и может перерабатывать как промышленные отходы до потребления (pre-consumer), так и постпотребительские отходы. В целом допустимы плёнки смешанных цветов, печатные плёнки и материалы с умеренным уровнем загрязнения; однако сильно загрязнённые материалы могут требовать предварительной обработки или более интенсивных режимов мойки.
Какое пространство требуется для установки системы переработки плёнки?
Требуемые площади значительно варьируются в зависимости от производственной мощности и конфигурации системы. Для базовой системы производительностью 300–500 кг/ч обычно требуется 150–250 квадратных метров площади пола, тогда как промышленные системы производительностью 1000–2000 кг/ч могут потребовать 500–1000 квадратных метров. Эти значения включают занимаемую оборудованием площадь, зоны для перемещения материалов и зоны доступа для технического обслуживания. Помещения также должны обеспечивать достаточную высоту потолков — как правило, не менее 5–7 метров — для размещения транспортёров и систем вентиляции. При планировании общей площади объекта следует дополнительно учитывать пространство для хранения исходного сырья, хранения готовой продукции и размещения вспомогательного оборудования.
Каковы типичные эксплуатационные расходы на работу оборудования для переработки?
Эксплуатационные расходы на машины для переработки пластиковой пленки включают потребление электроэнергии в среднем 0,3–0,6 кВт·ч на килограмм перерабатываемого материала, расход воды — 2–8 литров на килограмм, а также стоимость химических добавок для операций промывки — приблизительно 0,02–0,05 долл. США за килограмм. Требуемое количество персонала зависит от уровня автоматизации, однако обычно составляет от 2 до 6 операторов на смену для систем производительностью 500–1500 кг/ч. Расходы на техническое обслуживание, включающие замену комплектующих, расходные материалы и плановое сервисное обслуживание, как правило, составляют 5–8 % от первоначальных капитальных затрат на оборудование ежегодно. Общие эксплуатационные расходы обычно находятся в диапазоне от 0,15 до 0,35 долл. США за килограмм перерабатываемого материала и зависят от местных тарифов на коммунальные услуги и степени загрязнения перерабатываемого материала.
Как долго длится окупаемость инвестиций в переработку пленки?
Рентабельность инвестиций в установки для переработки пластиковой плёнки значительно варьируется в зависимости от стоимости оборудования, затрат на приобретение сырья, местных рыночных цен на переработанный продукт и эксплуатационной эффективности. Системы, перерабатывающие низкозатратное или бесплатное отходовое сырьё и производящие гранулированный продукт для премиальных рынков, могут достичь окупаемости в течение 18–30 месяцев. Операции, закупающие исходное сырьё или производящие низкосортный продукт в виде хлопьев, как правило, требуют 3–5 лет для полного возмещения инвестиций. Ключевыми факторами, влияющими на финансовую эффективность, являются стабильные поставки сырья, устойчивый спрос на выходной продукт, коэффициент готовности оборудования свыше 85 %, а также эффективный контроль затрат на коммунальные услуги и трудовые ресурсы. Государственные стимулы, кредиты за переработку или избежание платы за размещение отходов могут существенно сократить сроки окупаемости в отдельных юрисдикциях.
Содержание
- Основные компоненты и архитектура системы
- Этапы переработки и поток материала
- Технические характеристики материалов и совместимость
- Эксплуатационные аспекты и факторы производительности
- Планирование внедрения и выбор системы
-
Часто задаваемые вопросы
- Какие типы пластиковых плёнок можно перерабатывать на установках для вторичной переработки?
- Какое пространство требуется для установки системы переработки плёнки?
- Каковы типичные эксплуатационные расходы на работу оборудования для переработки?
- Как долго длится окупаемость инвестиций в переработку пленки?