




De wereldwijde uitdaging op het gebied van plasticafvalbeheer heeft gespecialiseerde apparatuur in de voorhoede geplaatst van de inspanningen op het gebied van milieuduurzaamheid. Onder deze technologieën vormt de recyclingmachine voor kunststof folie een cruciale oplossing voor de verwerking van post-consumenten- en post-industriële kunststof folie die anders zou bijdragen aan de ophoping op stortplaatsen of aan milieuvervuiling. Het begrijpen van de fundamentele principes, onderdelen en operationele mechanismen van deze machines stelt bedrijven, recyclingfaciliteiten en industriële operators in staat om weloverwogen beslissingen te nemen over de implementatie van effectieve systemen voor het herwinnen van kunststof folie binnen hun activiteiten.
Plasticfolies omvatten een divers scala aan materialen, waaronder polyethyleen boodschappentassen, landbouwkunststof rekfolies, industriële krimpfolies en verpakkingsmaterialen die gespecialiseerde verwerkingsmethoden vereisen die zich onderscheiden van de recycling van stijve kunststoffen. De machines die hiervoor zijn ontworpen, integreren mechanische, thermische en wassende technologieën om vervuilde, gemengde plasticfolie-afval te transformeren tot schone, herverwerkbaarbare vlokken of korrels, geschikt voor de productie van nieuwe producten . Deze uitgebreide behandeling onderzoekt de essentiële componenten, verwerkingsfasen, materiaalhanteringsvereisten en operationele overwegingen die moderne recyclingmachines voor plasticfolies kenmerken.
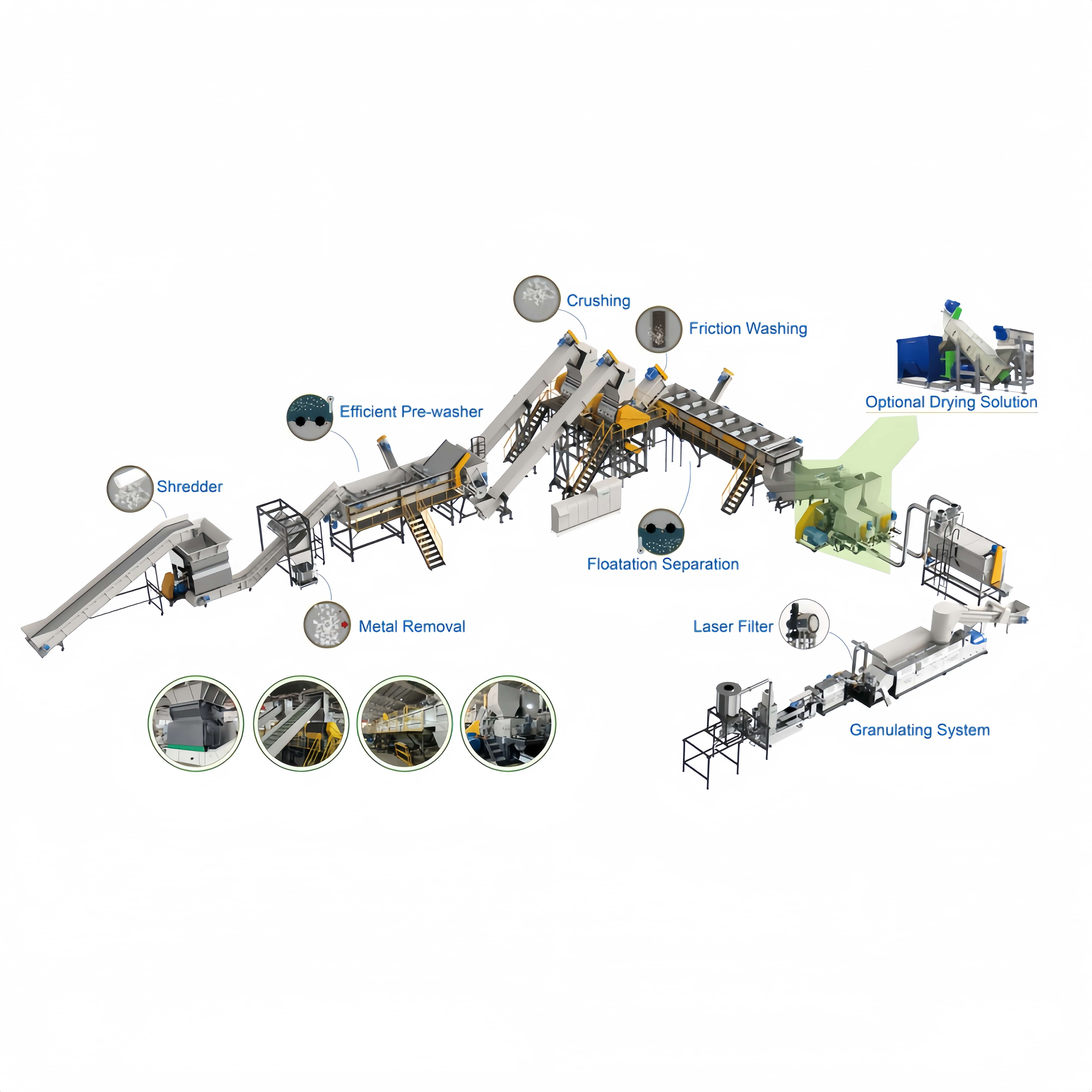
Kerncomponenten en systeemarchitectuur
Primaire Verwerkingsunits
De basis van elke recyclingmachine voor kunststof folie begint met de primaire verwerkingsunits, die meestal bestaan uit transportbanden, slijpmachines en brekers die specifiek zijn ontworpen voor foliematerialen. In tegenstelling tot apparatuur voor het verwerken van starre kunststoffen moeten deze componenten rekening houden met de unieke kenmerken van foliematerialen: hun neiging om zich rond roterende onderdelen te wikkelen, hun lage volumedichtheid en hun frequente besmetting met organisch materiaal en vocht. De initiële maatverkleiningsfase maakt gebruik van gespecialiseerde snijders met configuraties die materiaalbruggen voorkomen en een constante toevoersnelheid naar de volgende verwerkingsfasen waarborgen.
Materiaaltoevoersystemen vormen een cruciaal architectonisch element binnen de configuratie van de plasticfolie-recyclingsmachine. Geautomatiseerde bandtransporteurs of hellende schroefvoeders brengen gesorteerd folieafval van verzamelplaatsen naar de versnipperingsfase en zijn uitgerust met metaaldetectiesystemen om de downstream-apparatuur te beschermen tegen schadelijke verontreinigingen. Het toevoermechanisme moet een constante materiaalstroom handhaven, ondanks de variabele dichtheid en samendrukbaarheid die inherent zijn aan stromen van plasticfolie-afval.
De versnipperingskamer zelf is uitgerust met roterende messenarrays die zijn gemonteerd op zware assen, waarbij de perforaties in het zeefvlak de afmeting van de uitvoerdeeltjes bepalen. Voor folietoepassingen liggen deze zeven meestal tussen 30 mm en 80 mm openingen, wat een evenwicht biedt tussen doorvoercapaciteit en de behoefte aan beheersbare deeltjesgrootten in de wastrappen. Aandrijfsystemen met een vermogen van 30 tot 150 pk, afhankelijk van de capaciteitseisen, drijven deze primaire verkleiningsunits aan; torquesensoren beschermen tegen overbelasting.
Wassystemen en scheidingsystemen
Na de vermindering van de afmetingen omvat de plasticfolie-recyclingmachine uitgebreide wasystemen die zijn ontworpen om verontreinigingen te verwijderen die de kwaliteit van het gerecycleerde product aantasten. Deze systemen omvatten doorgaans voorwasunits met wrijvingswasmachines, waarbij materiaalverstoring in waterbaden aarde, etiketten en organische residuen losmaakt. In de wrijvingswasfase wordt mechanische actie opgewekt door roterende pannen of schroeven die foliestukken tegen geperforeerde zeven wrijven, waardoor verontreinigingen worden verwijderd zonder dat het materiaal overmatig wordt aangetast.
Hete wasbakken vormen een vervolgende, kritieke component waarbij watertemperaturen tussen 60 °C en 90 °C, in combinatie met zorgvuldig geselecteerde oppervlakte-actieve stoffen, kleefstoffen oplossen, drukinkten verwijderen en papieren etiketten van kunststofdragers scheiden. De verblijftijd binnen deze verwarmde wasruimten varieert doorgaans tussen 15 en 30 minuten, terwijl continue roering het materiaal in suspensie houdt en bezinking voorkomt. Temperatuurregelingsystemen handhaven optimale wasomstandigheden, terwijl warmterecuperatiesystemen het energieverbruik tijdens continue bedrijfscycli minimaliseren.
Dichtheidsscheidingstanks maken gebruik van de specifieke-gravitiesverschillen tussen verschillende soorten kunststof en verontreinigingen om materiaalzuivering te bereiken. Polyethyleen- en polypropyleenfolies, met een dichtheid lager dan 1,0 g/cm³, drijven op water, terwijl zwaardere verontreinigingen zoals PVC, PET, metalen en minerale stoffen zinken en afzonderlijk worden afgevoerd. Deze hydrocyclonische of drijf-zink-scheidingstrap binnen het systeem van de kunststofolieresyclingmachine bereikt, bij juiste afstelling, een verontreinigingsreductie van meer dan 95 %, waardoor de downstream-verwerking relatief uniforme materiaalstromen ontvangt.
Ontwaterings- en droogcomponenten
De mechanische ontwateringsfase maakt gebruik van centrifugale drogers of persrollen die het vochtgehalte verminderen van de verzadigde foliefragmenten die uit de wasystemen komen. Centrifugale ontwateringseenheden draaien gewassen materiaal met snelheden van meer dan 800 tpm, waardoor krachten worden opgewekt die water door de geperforeerde wanden van de manden verwijderen, terwijl de plastic deeltjes worden vastgehouden. Deze systemen verminderen het vochtgehalte doorgaans tot ongeveer 3-5 gewichtsprocent, waardoor omstandigheden worden gecreëerd die geschikt zijn voor een daaropvolgende thermische droging of directe extrusiebewerking.
Thermische droogsystemen binnen uitgebreide configuraties van plasticfolie-recyclagemachines maken gebruik van hete luchtcirculatie om een eindvochtgehalte van minder dan 1% te bereiken, wat essentieel is voor extrusie- en pelletiseringsprocessen. Deze drogers maken gebruik van horizontale roerbladontwerpen met verwarmde mantels of verticale pneumatische transportsystemen, waarbij materiaaltransport en droging gelijktijdig plaatsvinden. Temperatuurregeling houdt de droogluchttemperatuur tussen 100 °C en 130 °C, waardoor thermische degradatie wordt voorkomen terwijl efficiënte vochtverwijdering wordt bereikt bij verblijftijden van 20 tot 40 minuten.
Verwerkingsfasen en materiaalstroom
Initiële sortering en verwijdering van verontreinigingen
Voordat het materiaal de mechanische verwerkingscomponenten van een plasticfolie-recyclingsmachine binnengaat, worden grove verontreinigingen verwijderd en onverenigbare soorten kunststof gescheiden via handmatige of geautomatiseerde sorteeroperaties. Deze voorverwerkingsfase richt zich op materialen die de apparatuur kunnen beschadigen of de kwaliteit van het eindproduct kunnen verontreinigen, waaronder stugge kunststoffen, metalen, textiel en overmatig organisch afval. Sorteertransportsystemen met handmatige sorteervoorzieningen stellen operators in staat om problematische materialen te verwijderen, terwijl de doorvoersnelheid geschikt blijft voor de capaciteit van de downstreamprocessen.
Geavanceerde installaties maken gebruik van optische sorteringstechnologieën met behulp van nabij-infraroodspectroscopie om verschillende polymeertypes binnen gemengde folieafvalstromen te identificeren en te scheiden. Deze geautomatiseerde systemen bereiken sorteerprecisies van meer dan 95% bij verwerkingscapaciteiten tot meerdere ton per uur, waardoor de arbeidsbehoefte aanzienlijk wordt verminderd en de zuiverheid van de materiaalstromen wordt verbeterd. De integratie van optische sortering stroomopwaarts van de primaire plasticfolie-recyclingmachine verbetert de algehele systeemefficiëntie en de kwaliteit van de uitvoer door een consistente samenstelling van de verwerkte partijen te waarborgen.
Maatvermindering en agglomeratie
De fase van afmetingsverkleining transformeert omvangrijk folieafval in beheersbare stukken die geschikt zijn voor wassen en verdere verwerking. Enkelas-slijpmachines met hydraulische duwinstallaties blijken effectief voor de initiële volumevermindering van losse folies, terwijl granulatoren met rotor-stator-mesconfiguraties een secundaire afmetingsverkleining bereiken tot specificaties tussen 20 mm en 50 mm. De uniformiteit van de deeltjesgrootte die tijdens deze fasen wordt bereikt, beïnvloedt direct de wasrendement en de materiaalhanteringseigenschappen gedurende de rest van het proces.
Voor zwaar vervuilde landbouwfolies of materialen met een aanzienlijk vochtgehalte is soms kunststof folie recyclagemachine configuraties omvatten agglomeratie-eenheden die wrijvingsverwarming toepassen om de oppervlakken van deeltjes gedeeltelijk te smelten. Dit proces verhoogt de volumedichtheid van het materiaal, vergemakkelijkt het vrijkomen van verontreinigingen en verbetert de toevoereigenschappen naar extruders. Agglomeratoren werken bij temperaturen onder de volledige smeltpunten, meestal tussen 110 °C en 140 °C voor polyethyleenmaterialen, en produceren gedensificeerde agglomeraten die de efficiëntie van downstream-verwerking verbeteren.
Optimalisatie van het wascircuit
Het wascircuit vormt de meest kritieke, kwaliteitbepalende fase in de werking van machines voor het recyclen van kunststof folie. Meertalige configuraties maken gebruik van opeenvolgende wastappen met steeds schonere watervoorzieningen, waarbij tegenstroomprincipes worden toegepast om de verwijdering van verontreinigingen te maximaliseren en het verbruik van vers water te minimaliseren. Initiële wrijvingswasmachines verwerken sterk vervuilde materialen, tussentijdse warme wastanks lossen lijm- en inktraces op, en de eindspoelstappen verwijderen resterende wasmiddelen en fijne deeltjes.
Het beheer van de waterchemie blijkt essentieel voor een effectieve wasprestatie, waarbij pH-regeling, oppervlakteactieve stoffenconcentratie en temperatuurcoördinatie zijn geoptimaliseerd voor specifieke verontreinigingsprofielen. De verwerking van landbouwfolie vereist doorgaans agressieve wasomstandigheden om aarde en biologisch materiaal te verwijderen, terwijl post-consumentenverpakkingsfolies formuleringen vereisen die effectief zijn tegen drukinkten en lijmresten. Moderne recyclinginstallaties voor kunststofolie zijn uitgerust met geautomatiseerde chemische dosering en bewaking van de waterkwaliteit om optimale wasomstandigheden te handhaven bij wisselende kenmerken van het invoermateriaal.
Materiaalspecificaties en compatibiliteit
Aanvaardbare kenmerken van het invoermateriaal
Het begrijpen van de materiaalspecificaties die compatibel zijn met systemen voor het recyclen van kunststof folie, stelt operators in staat om geschikte verzamel- en sorteerprotocollen op te stellen. De meeste folierecyclingapparatuur verwerkt polyethyleenfolies, waaronder laagdichtheidspolyethyleen, lineair laagdichtheidspolyethyleen en hoogdichtheidspolyethyleen, die de meeste toepassingen in flexibele verpakkingen en landbouwfolies vormen. Deze materialen delen vergelijkbare dichtheidskenmerken en verwerkingsvereisten, waardoor ze gecombineerd kunnen worden verwerkt binnen één apparaatconfiguratie.
Polypropyleenfolies vertonen compatibele verwerkingskenmerken in veel ontwerpen van plasticfolie-recyclagemachines, hoewel hun iets hogere smelttemperaturen en dichtheidsspecificaties mogelijk aanpassingen van de parameters vereisen. Gemengde PE/PP-stromen kunnen vaak samen worden verwerkt wanneer de toepassingen voor eindgebruik materiaalmengsels tolereren, hoewel scheiding noodzakelijk kan zijn voor toepassingen die specifieke polymeereigenschappen vereisen. De materiaaldikte varieert doorgaans tussen 20 micron en 200 micron voor effectieve verwerking; uiterst dunne folies vereisen speciale afhandelingsoverwegingen.
Tolerantieniveaus voor verontreiniging
De tolerantie voor verontreiniging van systemen voor het recyclen van kunststof folie varieert afhankelijk van de geavanceerdheid van de apparatuur en het ontwerp van de wascircuit. Basisconfiguraties verwerken effectief materialen met een verontreinigingsgraad tot 30 gewichtsprocent, inclusief aarde, vocht en organisch materiaal, terwijl geavanceerde systemen met meerdere wasfasen verontreinigingsniveaus tot ongeveer 50% kunnen verwerken, zonder dat de kwaliteit van de uitvoer onaanvaardbaar daalt. Te veel verontreiniging verlaagt echter de doorvoercapaciteit, verhoogt het water- en energieverbruik en versnelt de slijtage van onderdelen.
Problematische verontreinigingen die moeten worden verwijderd voordat de kunststof folie in de recyclingmachine wordt verwerkt, omvatten te veel metalen, stenen, glas en onverenigbare kunststoffen die de apparatuur kunnen beschadigen of de uitgaande stromen kunnen verontreinigen. Papiergehalte onder de 5% is doorgaans goed te verwerken binnen de wasinstallaties, terwijl hogere concentraties de scheidingsmechanismen kunnen overbelasten. Biologische verontreiniging, waaronder voedselresten, vereist bijzondere aandacht tijdens de warme wasfase om verstopping van het systeem te voorkomen en hygiënische verwerkingsomstandigheden te handhaven.
Specificaties voor uitvoerkwaliteit
De uitvoer van systemen voor het recyclen van kunststof folie bestaat doorgaans uit schone, droge kunststof vlokken met een grootte van 10 mm tot 30 mm, een vochtgehalte onder de 1% en een verontreinigingsgraad van minder dan 2% op gewichtsbasis. Deze specificaties maken directe toevoer naar extrusiesystemen mogelijk voor de productie van korrels of toepassingen in de folieproductie. Geavanceerde wasconfiguraties bereiken een verontreinigingsgraad van minder dan 0,5%, waardoor materialen worden geproduceerd die geschikt zijn voor toepassingen waarbij contact met levensmiddelen optreedt, mits gecombineerd met een geschikte menging van nieuw (virgin) hars.
Kleurengelijkheid en materiaaluniformiteit beïnvloeden aanzienlijk de waarde van het eindproduct en de geschiktheid voor toepassing. Systemen die vooraf gesorteerde, eencilindermateriaalstromen verwerken, produceren een eindproduct dat een premieprijs oplevert voor toepassingen waarbij kleurengelijkheid van belang is. Mengkleurenstromen leveren een eindproduct dat geschikt is voor toepassingen die variatie in kleur tolereren, zoals bouwfolies, industriële platen en niet-zichtbare verpakkingscomponenten, waarbij prestatiekenmerken zwaarder wegen dan esthetische overwegingen.
Operationele overwegingen en prestatiefactoren
Doorvoercapaciteit en productiesnelheden
De capaciteitsspecificaties van machines voor het recyclen van kunststoffolie liggen doorgaans tussen 200 kilogram per uur voor kleinschalige bedrijfsvoering en 2000 kilogram per uur voor industriële installaties, waarbij de werkelijke doorvoersnelheid afhangt van de kenmerken van het invoermateriaal en de gewenste uitvoerkwaliteit. Systemen die schoon, vooraf gesorteerd industrieel afval verwerken, bereiken snelheden die dicht bij de maximale specificaties liggen, terwijl sterk vervuilde post-consumer materialen de effectieve doorvoersnelheid met 30% tot 50% verminderen, omdat de wascycli langer worden en het materiaalverlies door vervuiling toeneemt.
De relatie tussen toevoersnelheid, wasprestatie en uitvoerkwaliteit vereist zorgvuldige optimalisatie binnen de werking van machines voor het recyclen van kunststof folie. Te hoge toevoersnelheden overbelasten de wascapaciteit, wat resulteert in onvoldoende verwijdering van verontreinigingen en een ondermaatse uitvoer. Voorzichtige toevoersnelheden garanderen een grondige wasbehandeling, maar benutten de capaciteit van de apparatuur onvoldoende en verhogen de verwerkingskosten per eenheid. Succesvolle bedrijven ontwikkelen materiaalspecifieke verwerkingsprotocollen die een evenwicht bieden tussen doorvoeldoelstellingen en kwaliteitseisen die geschikt zijn voor de beoogde eindgebruikstoepassingen.
Energieverbruik en nutsvoorzieningsvereisten
Energieverbruik vertegenwoordigt een aanzienlijke operationele kostenfactor in systemen voor het recyclen van kunststof folie, waarbij typische installaties 0,3 tot 0,6 kilowattuur per kilogram verwerkt materiaal vereisen. Aandrijfmotoren voor versnipperaars, wasmachines en drogers vormen de grootste elektrische vraag, terwijl systemen voor heet wassen aanzienlijke thermische energiebehoeften opleggen wanneer er geen warmterecuperatiesystemen aanwezig zijn. Moderne installaties zijn uitgerust met variabele-frequentie-aandrijvingen die de motortoerentallen optimaliseren op basis van de belastingsomstandigheden, waardoor het energieverbruik met 15% tot 25% wordt verminderd ten opzichte van installaties met vaste snelheid.
Het waterverbruik bij de werking van machines voor het recyclen van kunststoffolie varieert van 2 tot 8 liter per kilogram verwerkt materiaal, afhankelijk van de graad van vervuiling en het systeemontwerp. Gesloten waterrecyclingsystemen met bezinktank, filtratie en behandelingscapaciteit verminderen de behoefte aan vers water met 70% tot 90%, waardoor zowel kosten- als milieuzorgen worden aangepakt. Overwegingen rond afvalwaterbehandeling zijn essentieel voor naleving van de regelgeving; bezinking, filtratie en soms biologische behandeling zijn noodzakelijk voordat het water kan worden geloosd of hergebruikt.
Onderhoudseisen en slijtage van onderdelen
Regelmatige onderhoudsprotocollen waarborgen een duurzame prestatie en levensduur van installaties voor het recyclen van kunststof folie. Messen van versnipperaars en granulatoren moeten om de 200 tot 500 bedrijfsuren worden geslepen of vervangen, afhankelijk van de schurende werking van het materiaal en de mate van verontreiniging. Lagerassemblages in roterende apparatuur vereisen wekelijkse smering en jaarlijkse vervanging om catastrofale storingen te voorkomen. De perforaties in zeven van wasunits en maatverkleiningsapparatuur moeten periodiek worden gereinigd om de juiste stromingseigenschappen te behouden en materiaalophoping te voorkomen.
Preventief onderhoudsplannen omvatten doorgaans dagelijkse inspectie van kritieke componenten, wekelijkse smering van bewegende delen, maandelijkse verificatie van elektrische systemen en veiligheidsvergrendelingen, en kwartaallijkse uitgebreide apparatuurbeoordeling, inclusief uitlijningscontroles en slijtage-metingen. Installaties die schurende materialen verwerken, zoals landbouwfolies met aardbesmetting, ervaren versnelde slijtage van componenten, wat frequentere inspectie-intervallen en vervanging van componenten vereist. Uitgebreide onderhoudsdocumentatie maakt het mogelijk om de levensduur van componenten te analyseren en terugkerende problemen te identificeren die aanpassingen in het ontwerp of in de bedrijfsvoering vereisen.
Implementatieplanning en systeemselectie
Capaciteitsafstemming en schaalbaarheid
Het selecteren van de juiste capaciteit voor een plasticfolie-recyclingsmachine vereist een zorgvuldige analyse van de beschikbare grondstofvoorraad, de marktvraag naar gerecycleerde producten en de financiële investeringsbeperkingen. Te kleine systemen veroorzaken verwerkingsknelpunten die de bedrijfsontwikkeling beperken en mogelijk leiden tot opstapeling van materiaal. Te grote installaties werken onder de optimale efficiëntie, waardoor de verwerkingskosten per eenheid stijgen en de financiële terugverdientijd wordt verlengd. Een nauwkeurige capaciteitsplanning houdt niet alleen rekening met de initiële beschikbaarheid van materiaal, maar ook met de verwachte groei naarmate inzamelsystemen uitbreiden en het marktbewustzijn toeneemt.
Modulaire systeemontwerpen bieden schaalbaarheidsvoordelen voor groeiende activiteiten, waardoor de capaciteit kan worden uitgebreid door het toevoegen van parallelle verwerkingslijnen in plaats van een volledige vervanging van het systeem. Eerste installaties kunnen bijvoorbeeld 500 kilogram per uur verwerken, met de mogelijkheid om belangrijke componenten te dupliceren om bij behoefte van de grondstoflevering een capaciteit van 1000 kilogram per uur te bereiken. Deze gefaseerde aanpak verlaagt de initiële investeringskosten en behoudt tegelijkertijd de flexibiliteit voor toekomstige uitbreiding in lijn met de bedrijfsontwikkeling.
Locatie-infrastructuur en ruimtebehoeften
De vereiste fysieke ruimte voor de installatie van machines voor het recyclen van kunststof folie is afhankelijk van de systeemcapaciteit en -configuratie: compacte ontwerpen nemen ongeveer 200 vierkante meter in beslag bij systemen met een capaciteit van 500 kilogram per uur, terwijl uitgebreide installaties met uitgebreide wascircuits en afwerkingsapparatuur 1000 vierkante meter of meer kunnen vereisen. Bij de planning van de locatie moet niet alleen rekening worden gehouden met de verwerkingsapparatuur, maar ook met gebieden voor het ontvangen van materiaal, opslag van gesorteerd materiaal, opslag van eindproducten en toegangsgebieden voor onderhoud.
Infrastructuurvereisten omvatten een driefasige elektrische aansluiting met een capaciteit die overeenkomt met de specificaties van de apparatuur, meestal 150 tot 500 kilowatt, afhankelijk van de systeemgrootte. De watervoorzieningsinfrastructuur moet voldoende debiet leveren voor de spoeloperaties, over het algemeen 10 tot 40 kubieke meter per uur, met een leidingdruk tussen 2 en 4 bar. Afvoersystemen moeten de afvalwaterhoeveelheden kunnen verwerken met een passende behandelingcapaciteit vóór lozing. Klimaatgecontroleerde omgevingen zijn voor de meeste recyclingmachines voor kunststof folie onnodig, hoewel extreme temperaturen de verwerkingsefficiëntie kunnen beïnvloeden en aanvullende verwarming of koeling vereisen.
Integratie met downstreamverwerking
Veel operators van machines voor het recyclen van kunststof folie integreren extrusie- en pelletiseerapparatuur om gewassen vlokken om te zetten in gepelletiseerde vorm, wat een hogere marktwaarde oplevert en betere opslag- en transportefficiëntie biedt. Pelletiseersystemen maken gebruik van een-enkelschroef- of tweeschroefextruders die de gewassen vlokken smelten, resterende verontreinigingen filteren via zeepakketten en het materiaal dwingen door spuitgietplaten om het in uniforme pellets te snijden. Deze waardeverhogende verwerkingsstap verhoogt doorgaans de materiaalwaarde met 30% tot 50%, terwijl er producten worden gecreëerd die beter compatibel zijn met conventionele kunststofverwerkingsapparatuur.
Directe integratie tussen de was- en extrusiestappen elimineert in sommige geavanceerde configuraties de noodzaak voor tussentijdse droging. Natte vlokken worden direct vanaf de mechanische ontwatering in de toevoeropening van de extruder gevoerd, waar het resterende vocht verdampt tijdens het smeltproces. Deze gestroomlijnde aanpak vermindert het energieverbruik en de investering in apparatuur, terwijl de kwaliteit van de productie geschikt blijft voor de meeste toepassingen. Toepassingen die gevoelig zijn voor vocht vereisen echter mogelijk nog steeds speciale droogstappen om aan specificaties onder de 0,5% vochtgehalte te voldoen.
Veelgestelde vragen
Welke soorten kunststof folies kunnen in recyclingmachines worden verwerkt?
Plasticfolie-recyclagemachines verwerken voornamelijk polyethyleenmaterialen, waaronder LDPE-, LLDPE- en HDPE-folie, die veelvoorkomen in boodschappentassen, landbouwfolie, rekfolie en flexibele verpakkingen. Veel systemen kunnen ook polypropyleenfolie verwerken, met geringe aanpassingen. De apparatuur is doorgaans geschikt voor foliediktes van 20 tot 200 micron en kan zowel pre-consumer industrieel afval als post-consumer afval verwerken. Mengkleurige folies, bedrukte folies en materialen met een matige graad van verontreiniging zijn over het algemeen toegestaan, hoewel sterk verontreinigde materialen voorbehandeling of intensievere wasprotocollen vereisen.
Hoeveel ruimte is nodig om een folierecyclinginstallatie te plaatsen?
De ruimtebehoeften variëren aanzienlijk op basis van de verwerkingscapaciteit en de systeemconfiguratie. Een basisysteem met een capaciteit van 300–500 kg/uur vereist doorgaans 150–250 vierkante meter vloeroppervlak, terwijl industriële systemen met een capaciteit van 1000–2000 kg/uur mogelijk 500–1000 vierkante meter nodig hebben. Deze cijfers omvatten het oppervlak dat door de apparatuur wordt ingenomen, de gebieden voor materiaalhantering en de toegangsgebieden voor onderhoud. De installaties moeten ook voldoende plafondhoogte bieden, over het algemeen minimaal 5–7 meter, om materiaaltransportbanden en ventilatiesystemen te kunnen accommoderen. Extra ruimte voor opslag van grondstoffen, opslag van eindproducten en nutsvoorzieningsapparatuur dient te worden meegenomen in de totale faciliteitsplanning.
Wat zijn de typische bedrijfskosten voor het draaien van recyclingapparatuur?
De bedrijfskosten voor machines voor het recyclen van kunststof folie omvatten een elektriciteitsverbruik van gemiddeld 0,3–0,6 kWh per kilogram verwerkt materiaal, een watergebruik van 2–8 liter per kilogram en chemische toevoegmiddelen voor het wassen met kosten van ongeveer $0,02–0,05 per kilogram. De arbeidsbehoeften zijn afhankelijk van het automatiseringsniveau, maar liggen doorgaans tussen de 2 en 6 operators per ploeg voor systemen die 500–1500 kg/uur verwerken. Onderhoudskosten, inclusief vervangende onderdelen, verbruiksartikelen en geplande service, vertegenwoordigen over het algemeen 5–8% van de initiële investering in apparatuur per jaar. De totale bedrijfskosten liggen doorgaans tussen $0,15 en $0,35 per kilogram verwerkt materiaal, waarbij deze variëren afhankelijk van lokale nutsvoorzieningstarieven en het niveau van materiaalverontreiniging.
Hoe lang duurt het voordat de investering in folierecycling wordt terugverdiend?
Het rendement op investering voor installaties van machines voor het recyclen van kunststof folie varieert sterk, afhankelijk van de kosten van de apparatuur, de kosten voor het verkrijgen van grondstoffen, de lokale marktprijzen voor gerecycleerde producten en de operationele efficiëntie. Systemen die goedkope of gratis afvalmaterialen verwerken en gepelleteerde producten produceren voor premiummarkten, kunnen een rendement op investering bereiken binnen 18–30 maanden. Bedrijven die inputmateriaal moeten kopen of lagere-kwaliteitsvlokken produceren, hebben doorgaans 3–5 jaar nodig om de volledige investering terug te verdienen. Belangrijke factoren die de financiële prestaties beïnvloeden, zijn een consistente aanvoer van materiaal, stabiele afzetmarkten voor de eindproducten, een operationele beschikbaarheid van meer dan 85% en effectieve kostenbeheersing op het gebied van nutsvoorzieningen en arbeid. Overheidsstimulansen, recyclingcertificaten of het vermijden van inleverkosten kunnen de terugverdientijd in bepaalde rechtsgebieden aanzienlijk verkorten.
Inhoudsopgave
- Kerncomponenten en systeemarchitectuur
- Verwerkingsfasen en materiaalstroom
- Materiaalspecificaties en compatibiliteit
- Operationele overwegingen en prestatiefactoren
- Implementatieplanning en systeemselectie
-
Veelgestelde vragen
- Welke soorten kunststof folies kunnen in recyclingmachines worden verwerkt?
- Hoeveel ruimte is nodig om een folierecyclinginstallatie te plaatsen?
- Wat zijn de typische bedrijfskosten voor het draaien van recyclingapparatuur?
- Hoe lang duurt het voordat de investering in folierecycling wordt terugverdiend?