




La sfida globale della gestione dei rifiuti di plastica ha posto le attrezzature specializzate al centro degli sforzi per la sostenibilità ambientale. Tra queste tecnologie, la macchina per il riciclo delle pellicole di plastica rappresenta una soluzione fondamentale soluzione per il trattamento delle pellicole di plastica post-consumo e post-industriali che, altrimenti, contribuirebbero all’accumulo nelle discariche o all’inquinamento ambientale. Comprendere i principi fondamentali, i componenti e i meccanismi operativi di queste macchine consente alle aziende, agli impianti di riciclo e agli operatori industriali di prendere decisioni informate sull’implementazione di efficaci sistemi di recupero delle pellicole di plastica all’interno delle proprie operazioni.
Le pellicole plastiche comprendono una vasta gamma di materiali, tra cui sacchetti per la spesa in polietilene, pellicole agricole elastiche, involucri termoretraibili industriali e materiali per imballaggio che richiedono approcci di lavorazione specializzati, distinti dal riciclo delle plastiche rigide. Le macchine progettate per questo scopo integrano tecnologie meccaniche, termiche e di lavaggio per trasformare rifiuti contaminati e misti di pellicole plastiche in fiocchi o granuli puliti e riutilizzabili per la produzione di nuovi pRODOTTI . Questa analisi approfondita esamina i componenti essenziali, le fasi di lavorazione, i requisiti per la gestione dei materiali e le considerazioni operative che definiscono i moderni sistemi di macchine per il riciclo delle pellicole plastiche.
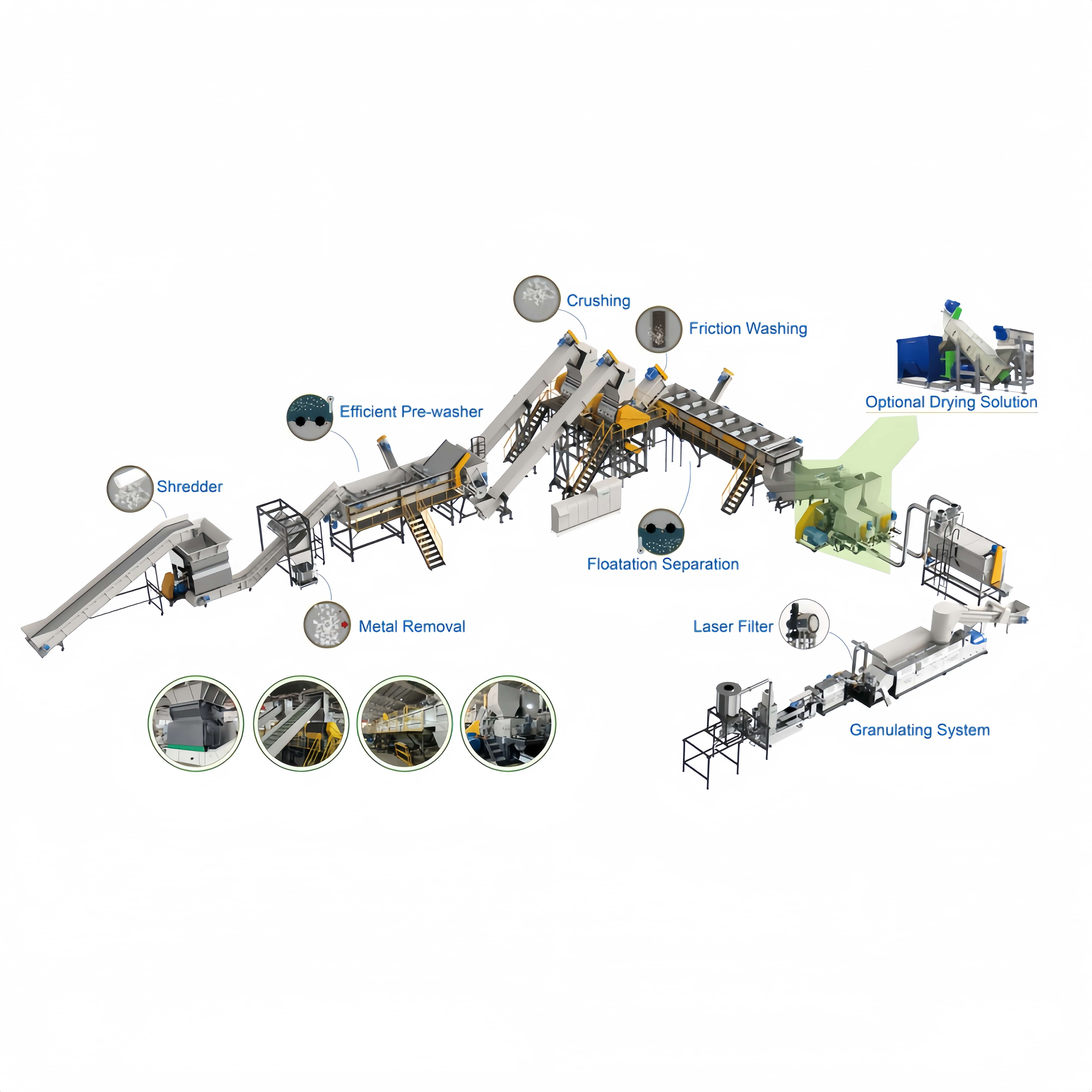
Componenti principali e architettura del sistema
Unità di lavorazione primaria
Il fondamento di qualsiasi macchina per il riciclo di film plastici inizia con le sue unità di lavorazione primaria, che includono tipicamente nastri trasportatori, trituratori e frantumatori progettati specificamente per i materiali in film. A differenza delle attrezzature per la lavorazione di plastiche rigide, questi componenti devono tenere conto delle caratteristiche uniche dei materiali in film: la loro tendenza ad avvolgersi intorno a componenti rotanti, la loro bassa densità volumetrica e la frequente contaminazione da sostanze organiche e umidità. La fase iniziale di riduzione dimensionale impiega taglienti specializzati con configurazioni atte a prevenire il ponteggiamento del materiale e a garantire portate di alimentazione costanti nelle successive fasi di lavorazione.
I sistemi di alimentazione del materiale rappresentano un elemento architettonico fondamentale nella configurazione della macchina per il riciclo di film plastici. Nastri trasportatori automatici o coclee inclinate alimentano i rifiuti di film ordinati dai punti di raccolta fino alla fase di triturazione, integrando al contempo sistemi di rilevamento dei metalli per proteggere le attrezzature a valle da contaminanti dannosi. Il meccanismo di alimentazione deve garantire un flusso costante di materiale nonostante le caratteristiche variabili di densità e comprimibilità tipiche dei flussi di rifiuti di film plastici.
La camera di triturazione presenta array di lame rotanti montati su alberi robusti, con forature della griglia che determinano la dimensione delle particelle in uscita. Per le applicazioni su film, queste griglie presentano generalmente aperture comprese tra 30 mm e 80 mm, bilanciando la capacità di throughput con la necessità di ottenere dimensioni delle particelle gestibili nelle fasi di lavaggio.
Sistemi di lavaggio e separazione
Dopo la riduzione delle dimensioni, la macchina per il riciclo di film plastici incorpora estesi sistemi di lavaggio progettati per rimuovere i contaminanti che compromettono la qualità del materiale riciclato. Questi sistemi comprendono tipicamente unità di prelavaggio dotate di lavatrici a frizione, nelle quali l’agitazione del materiale in vasche d’acqua allenta sporco, etichette e residui organici. La fase di lavaggio a frizione genera un’azione meccanica tramite pale rotanti o viti che fanno sfregare i frammenti di film contro schermi perforati, agevolando la rimozione dei contaminanti senza causare un’eccessiva degradazione del materiale.
I serbatoi per il lavaggio a caldo rappresentano un componente critico successivo, in cui temperature dell'acqua comprese tra 60 °C e 90 °C, combinate con tensioattivi accuratamente selezionati, sciolgono gli adesivi, rimuovono le vernici da stampa e separano le etichette di carta dai substrati plastici. Il tempo di permanenza all'interno di queste camere di lavaggio riscaldate varia tipicamente da 15 a 30 minuti, con un'agitazione continua che mantiene la sospensione del materiale e ne impedisce la sedimentazione. I sistemi di controllo della temperatura garantiscono condizioni ottimali di lavaggio, mentre i meccanismi di recupero del calore riducono il consumo energetico durante i cicli operativi continui.
I serbatoi di separazione per densità sfruttano le differenze di gravità specifica tra vari tipi di plastica e contaminanti per ottenere la purificazione del materiale. I film in polietilene e polipropilene, con densità inferiore a 1,0 g/cm³, galleggiano in acqua, mentre i contaminanti più pesanti — tra cui PVC, PET, metalli e sostanze minerali — affondano per essere scaricati separatamente. Questa fase di separazione idrociclonica o di galleggiamento/affondamento all’interno del sistema di riciclaggio per film plastici consente una riduzione dei contaminanti superiore al 95% quando opportunamente tarata, garantendo che i processi successivi ricevano flussi di materiale relativamente uniformi.
Componenti per disidratazione e asciugatura
La fase meccanica di disidratazione impiega essiccatori centrifughi o rulli spremitori che riducono il contenuto di umidità dei frammenti di film saturi provenienti dai sistemi di lavaggio. Le unità di disidratazione centrifuga fanno ruotare il materiale lavato a velocità superiori a 800 giri/min, generando forze che espellono l’acqua attraverso le pareti forate del cestello, trattenendo al contempo le particelle di plastica. Questi sistemi riducono tipicamente il contenuto di umidità a circa il 3-5% in peso, creando condizioni idonee per un successivo trattamento termico di essiccazione o per una lavorazione diretta mediante estrusione.
I sistemi di essiccazione termica all'interno delle configurazioni complete di macchine per il riciclo di film plastici utilizzano la circolazione d'aria calda per raggiungere specifiche finali di umidità inferiori all'1%, condizione essenziale per le operazioni di estrusione e granulazione. Questi essiccatori impiegano progettazioni a palette orizzontali con giacche riscaldate oppure sistemi verticali di trasporto pneumatico, nei quali il trasporto del materiale e l'essiccazione avvengono simultaneamente. I controlli della temperatura mantengono l'aria di essiccazione tra 100 °C e 130 °C, prevenendo la degradazione termica pur consentendo una rimozione efficiente dell'umidità in tempi di permanenza compresi tra 20 e 40 minuti.
Fasi di lavorazione e flusso del materiale
Primo stadio di selezione e rimozione delle contaminazioni
Prima che il materiale entri nei componenti di lavorazione meccanica di una macchina per il riciclo di film plastici, operazioni di selezione manuali o automatizzate rimuovono i contaminanti grossolani e separano i tipi di plastica incompatibili. Questa fase di pretrattamento riguarda materiali che potrebbero danneggiare le attrezzature o compromettere la qualità del prodotto finale, tra cui plastiche rigide, metalli, tessuti e rifiuti organici in eccesso. I sistemi di trasporto a nastro con stazioni di selezione manuale consentono agli operatori di rimuovere i materiali problematici mantenendo contemporaneamente portate adeguate alla capacità degli impianti a valle.
Gli impianti avanzati integrano tecnologie di selezione ottica che utilizzano la spettroscopia nell’infrarosso vicino per identificare e separare diversi tipi di polimeri all’interno di flussi di rifiuti misti di film plastici. Questi sistemi automatizzati raggiungono accuratezze di selezione superiori al 95% con portate di elaborazione pari a diverse tonnellate all’ora, riducendo in modo significativo i requisiti di manodopera e migliorando la purezza dei flussi di materiale. L’integrazione della selezione ottica a monte della macchina principale per il riciclo di film plastici migliora l’efficienza complessiva del sistema e la qualità dell’output, garantendo una coerenza compositiva nei lotti processati.
Riduzione delle dimensioni e agglomerazione
La fase di riduzione delle dimensioni trasforma i rifiuti di film ingombranti in frammenti gestibili, adatti al lavaggio e ai successivi processi di lavorazione. Gli shredder a singolo albero dotati di alimentatori idraulici a pistone si sono dimostrati efficaci per la riduzione iniziale del volume di film sciolti, mentre i granulatori con configurazione di lame rotore-statore consentono una riduzione secondaria delle dimensioni fino a specifiche comprese tra 20 mm e 50 mm. L’uniformità delle dimensioni delle particelle ottenuta in queste fasi influenza direttamente l’efficienza del lavaggio e le caratteristiche di movimentazione del materiale durante le fasi successive del processo.
Per i film agricoli fortemente contaminati o per materiali con un elevato contenuto di umidità, alcuni macchina per il riciclaggio dei film in plastica le configurazioni includono unità agglomeranti che applicano il riscaldamento per attrito per fondere parzialmente le superfici delle particelle. Questo processo aumenta la densità volumetrica del materiale, facilita l’eliminazione dei contaminanti e migliora le caratteristiche di alimentazione negli estrusori. Gli agglomeranti operano a temperature inferiori ai punti di fusione completi, tipicamente tra 110 °C e 140 °C per i materiali in polietilene, generando agglomerati densificati che migliorano l’efficienza della lavorazione a valle.
Ottimizzazione del circuito di lavaggio
Il circuito di lavaggio rappresenta la fase più critica per la determinazione della qualità nelle operazioni delle macchine per il riciclo di film plastici. Le configurazioni a più stadi impiegano fasi di lavaggio sequenziali con forniture d'acqua progressivamente più pulite, applicando il principio del flusso in controcorrente per massimizzare la rimozione delle contaminazioni e al contempo ridurre al minimo il consumo di acqua fresca. I primi lavatori a frizione trattano materiali fortemente sporchi, le vasche intermedie di lavaggio a caldo eliminano adesivi e inchiostri, mentre le fasi finali di risciacquo rimuovono i residui di detergenti e le particelle fini.
La gestione della chimica dell'acqua si rivela essenziale per garantire prestazioni di lavaggio efficaci, con il controllo del pH, la concentrazione di tensioattivi e il coordinamento della temperatura ottimizzati in base a specifici profili di contaminazione. Il trattamento delle pellicole agricole richiede generalmente condizioni di lavaggio aggressive per rimuovere terreno e materia biologica, mentre le pellicole per imballaggi post-consumo necessitano di formulazioni efficaci contro inchiostri da stampa e residui adesivi. I moderni sistemi di macchine per il riciclo di pellicole plastiche integrano dosaggio automatico di prodotti chimici e monitoraggio della qualità dell'acqua per mantenere condizioni di lavaggio ottimali nonostante le variazioni nelle caratteristiche dei materiali in ingresso.
Specifiche del materiale e compatibilità
Caratteristiche accettabili del materiale in alimentazione
Comprendere le specifiche dei materiali compatibili con i sistemi di riciclo per film plastici consente agli operatori di definire adeguati protocolli di raccolta e selezione. La maggior parte delle attrezzature per il riciclo di film è in grado di trattare film in polietilene, inclusi il polietilene a bassa densità (LDPE), il polietilene lineare a bassa densità (LLDPE) e il polietilene ad alta densità (HDPE), che costituiscono la stragrande maggioranza delle applicazioni nel settore degli imballaggi flessibili e dei film agricoli. Questi materiali presentano caratteristiche simili in termini di densità e di requisiti di lavorazione, consentendo un trattamento combinato all’interno di un’unica configurazione di impianto.
I film in polipropilene presentano caratteristiche di lavorazione compatibili con molte configurazioni di macchine per il riciclo di film plastici, anche se le loro temperature di fusione leggermente più elevate e le specifiche di densità potrebbero richiedere aggiustamenti dei parametri. Flussi misti di PE/PP possono spesso essere trattati insieme quando le applicazioni finali tollerano miscele di materiali, sebbene la separazione possa risultare necessaria per applicazioni che richiedono proprietà polimeriche specifiche. Lo spessore del materiale varia tipicamente da 20 a 200 micron per un trattamento efficace, mentre i film estremamente sottili richiedono considerazioni particolari nella gestione.
Livelli di tolleranza alle contaminazioni
La tolleranza alla contaminazione dei sistemi per il riciclo di film plastici varia in funzione del livello di sofisticazione dell'attrezzatura e della progettazione del circuito di lavaggio. Le configurazioni di base elaborano efficacemente materiali con livelli di contaminazione fino al 30% in peso, inclusi terreno, umidità e materia organica, mentre i sistemi avanzati dotati di più stadi di lavaggio gestiscono contaminazioni prossime al 50%, mantenendo comunque una qualità dell'output accettabile. Tuttavia, un'eccessiva contaminazione riduce la capacità di throughput, aumenta il consumo di acqua e di energia e accelera l'usura dei componenti.
I contaminanti problematici che devono essere rimossi prima del trattamento nel macchinario per il riciclo di film plastici includono quantità eccessive di metalli, pietre, vetro e plastiche incompatibili, che potrebbero danneggiare l’attrezzatura o contaminare i flussi di output. Un contenuto di carta inferiore al 5% risulta generalmente gestibile all’interno dei sistemi di lavaggio, mentre concentrazioni più elevate potrebbero sovraccaricare i meccanismi di separazione. La contaminazione biologica, compresi i residui alimentari, richiede particolare attenzione nelle fasi di lavaggio a caldo per prevenire l’intasamento dell’impianto e garantire condizioni igieniche adeguate durante il processo.
Specifiche di qualità dell’output
L'output dei sistemi di riciclaggio di film plastici è tipicamente costituito da fiocchi di plastica puliti e asciutti, di dimensioni comprese tra 10 mm e 30 mm, con contenuto di umidità inferiore all'1% e livelli di contaminazione inferiori al 2% in peso. Queste specifiche consentono l’alimentazione diretta nei sistemi di estrusione per la produzione di granuli o per applicazioni nella fabbricazione di film. Configurazioni avanzate di lavaggio raggiungono livelli di contaminazione inferiori allo 0,5%, producendo materiali idonei per applicazioni a contatto con alimenti, qualora combinati con un’appropriata miscelazione di resina vergine.
La coerenza cromatica e l'uniformità del materiale influenzano in modo significativo il valore dell'output e la sua idoneità per determinate applicazioni. I sistemi che elaborano flussi di materiale pre-selezionati e monocolore producono un output che ottiene prezzi premium per applicazioni in cui la coerenza cromatica è fondamentale. I flussi di materiale multicolore generano invece un output adatto ad applicazioni tolleranti alle variazioni cromatiche, quali film per edilizia, teloni industriali e componenti per imballaggi non visibili, dove le caratteristiche prestazionali prevalgono rispetto alle considerazioni estetiche.
Considerazioni operative e fattori prestazionali
Capacità di throughput e velocità di produzione
Le specifiche di capacità delle macchine per il riciclo di film plastici variano tipicamente da 200 chilogrammi all'ora per operazioni su piccola scala a 2000 chilogrammi all'ora per impianti industriali, con una resa effettiva che dipende dalle caratteristiche del materiale in ingresso e dalla qualità desiderata dell’output. I sistemi che elaborano scarti industriali puliti e pre-selezionati raggiungono portate prossime ai valori massimi indicati, mentre i materiali post-consumo fortemente contaminati riducono la portata effettiva del 30%–50%, poiché i cicli di lavaggio si prolungano e le perdite di materiale dovute alla contaminazione aumentano.
La relazione tra portata di alimentazione, efficacia del lavaggio e qualità dell'output richiede un'attenta ottimizzazione nelle operazioni delle macchine per il riciclo di film plastici. Portate di alimentazione eccessive sovraccaricano la capacità di lavaggio, causando una rimozione insufficiente dei contaminanti e un output scadente. Portate di alimentazione conservative garantiscono un lavaggio accurato, ma sfruttano in modo subottimale la capacità degli impianti e aumentano i costi di lavorazione per unità. Le operazioni di successo sviluppano protocolli di processo specifici per ciascun materiale, bilanciando gli obiettivi di produttività con le specifiche qualitative adeguate alle applicazioni finali previste.
Consumo energetico e requisiti di servizi ausiliari
Il consumo energetico rappresenta un fattore significativo dei costi operativi nei sistemi di macchine per il riciclo di film plastici, con installazioni tipiche che richiedono da 0,3 a 0,6 chilowattora per chilogrammo di materiale processato. Gli azionamenti elettrici per frantumatori, lavatrici e asciugatrici costituiscono la maggiore richiesta di energia elettrica, mentre i sistemi di lavaggio a caldo impongono notevoli esigenze di energia termica in assenza di sistemi di recupero del calore. Le installazioni moderne integrano azionamenti a frequenza variabile che ottimizzano la velocità dei motori in base alle condizioni di carico, riducendo il consumo energetico dal 15% al 25% rispetto alle configurazioni a velocità fissa.
Il consumo idrico nelle operazioni delle macchine per il riciclo di film plastici varia da 2 a 8 litri per chilogrammo di materiale trattato, in funzione del livello di contaminazione e della progettazione del sistema. I sistemi di ricircolo idrico a circuito chiuso, dotati di vasche di sedimentazione, filtrazione e capacità di trattamento, riducono il fabbisogno di acqua fresca dal 70% al 90%, rispondendo sia a esigenze economiche che ambientali. Le considerazioni relative al trattamento delle acque reflue si rivelano essenziali ai fini della conformità normativa, richiedendo sedimentazione, filtrazione e, talvolta, trattamento biologico prima dello scarico o del riutilizzo.
Requisiti di manutenzione e usura dei componenti
I protocolli di manutenzione ordinaria garantiscono prestazioni costanti e una lunga durata degli impianti per il riciclo di film plastici. Le lame degli shredder e dei granulatori richiedono affilatura o sostituzione ogni 200–500 ore di funzionamento, a seconda dell’abrasività del materiale e del livello di contaminazione. Gli insiemi di cuscinetti negli apparecchi rotanti necessitano di lubrificazione settimanale e di sostituzione annuale per prevenire guasti catastrofici. Le perforazioni delle griglie nelle unità di lavaggio e negli apparecchi per la riduzione dimensionale richiedono periodicamente pulizia per mantenere le corrette caratteristiche di flusso e prevenire l’accumulo di materiale.
I programmi di manutenzione preventiva prevedono tipicamente l'ispezione giornaliera dei componenti critici, la lubrificazione settimanale delle parti mobili, la verifica mensile dei sistemi elettrici e degli interblocchi di sicurezza e la valutazione completa trimestrale dell’attrezzatura, compresi i controlli di allineamento e le misurazioni dell’usura. Negli impianti che lavorano materiali abrasivi, inclusi film agricoli contaminati da terreno, si osserva un’usura accelerata dei componenti, con conseguente necessità di intervalli di ispezione più frequenti e di sostituzioni anticipate dei componenti. Una documentazione completa della manutenzione consente di analizzare l’andamento della durata dei componenti e di identificare problemi ricorrenti che richiedono modifiche progettuali o aggiustamenti operativi.
Pianificazione dell’implementazione e selezione del sistema
Corrispondenza della capacità e scalabilità
La scelta della capacità appropriata per una macchina per il riciclo di film plastici richiede un'attenta analisi della disponibilità del materiale, della domanda di mercato per il prodotto riciclato e dei vincoli finanziari legati all'investimento. Sistemi di capacità insufficiente creano colli di bottiglia nel processo, limitando la crescita aziendale e potenzialmente causando problemi di accumulo del materiale. Installazioni sovradimensionate operano al di sotto dell'efficienza ottimale, aumentando i costi di elaborazione per unità e prolungando i periodi di recupero dell'investimento finanziario. Una pianificazione accurata della capacità tiene conto non solo della disponibilità iniziale del materiale, ma anche della crescita prevista, man mano che le reti di raccolta si espandono e la consapevolezza del mercato aumenta.
I design di sistemi modulari offrono vantaggi in termini di scalabilità per operazioni in espansione, consentendo l’ampliamento della capacità mediante l’aggiunta di linee di processo parallele anziché la sostituzione completa del sistema. Le installazioni iniziali potrebbero elaborare 500 chilogrammi all’ora, con la possibilità di duplicare i componenti chiave per raggiungere una capacità di 1000 chilogrammi all’ora non appena l’approvvigionamento di materiale giustifichi l’espansione. Questo approccio graduale riduce i requisiti di capitale iniziale, mantenendo al contempo la flessibilità necessaria per una crescita futura allineata allo sviluppo aziendale.
Infrastruttura del sito e requisiti di spazio
I requisiti di spazio fisico per l'installazione di macchine per il riciclo di film plastici dipendono dalla capacità del sistema e dalla sua configurazione: le versioni compatte occupano circa 200 metri quadrati per sistemi da 500 chilogrammi all'ora, mentre le installazioni complete, dotate di ampi circuiti di lavaggio e di attrezzature per la finitura, possono richiedere 1000 metri quadrati o più. La progettazione dell'impianto deve prevedere non solo lo spazio necessario per le attrezzature di processo, ma anche aree per la ricezione dei materiali, stoccaggio dei materiali già separati, stoccaggio del prodotto finito e zone di accesso per la manutenzione.
I requisiti infrastrutturali includono un servizio elettrico trifase con potenza adeguata alle specifiche dell’attrezzatura, generalmente compresa tra 150 e 500 chilowatt, a seconda delle dimensioni del sistema. L’infrastruttura di approvvigionamento idrico deve garantire portate sufficienti per le operazioni di lavaggio, generalmente da 10 a 40 metri cubi all’ora, con pressione di alimentazione compresa tra 2 e 4 bar. I sistemi di drenaggio devono essere in grado di gestire i volumi di acque reflue, dotandosi di una capacità di trattamento adeguata prima dello scarico. Gli ambienti climatizzati si rivelano superflui per la maggior parte delle operazioni delle macchine per il riciclo di film plastici, sebbene temperature estreme possano influenzare l’efficienza del processo e richiedere riscaldamento o raffreddamento supplementare.
Integrazione con la lavorazione a valle
Molti operatori di macchine per il riciclo di film plastici integrano impianti di estrusione e pelletizzazione per convertire i fiocchi lavati in forma di pellet, ottenendo un valore di mercato superiore e una maggiore efficienza nella conservazione e nel trasporto. I sistemi di pelletizzazione utilizzano estrusori monovite o bivite che fondono i fiocchi lavati, filtrano i contaminanti residui mediante pacchetti di filtri e spingono il materiale attraverso piastre forate per la sua tagliatura in pellet uniformi. Questo passaggio di lavorazione a valore aggiunto aumenta tipicamente il valore del materiale del 30%–50%, producendo prodotti più compatibili con gli impianti convenzionali per la lavorazione delle materie plastiche.
L'integrazione diretta tra le fasi di lavaggio ed estrusione elimina la necessità di essiccazione intermedia in alcune configurazioni avanzate. I fiocchi umidi vengono alimentati direttamente dall'essiccazione meccanica nei canali di alimentazione dell'estrusore, dove l'umidità residua evapora durante il processo di fusione. Questo approccio semplificato riduce il consumo energetico e gli investimenti in attrezzature, mantenendo al contempo una qualità dell'output adeguata alla maggior parte delle applicazioni. Tuttavia, per applicazioni sensibili all'umidità potrebbe essere comunque necessaria una fase di essiccazione dedicata per raggiungere specifiche inferiori allo 0,5% di contenuto di umidità.
Domande frequenti
Quali tipi di film plastici possono essere lavorati nelle macchine per il riciclo?
Le macchine per il riciclo di film plastici elaborano principalmente materiali in polietilene, tra cui film in LDPE, LLDPE e HDPE, comunemente utilizzati in sacchetti per la spesa, film agricoli, film estensibili e imballaggi flessibili. Molti sistemi gestiscono anche film in polipropilene, con lievi modifiche. L’attrezzatura è generalmente in grado di trattare film con spessore compreso tra 20 e 200 micron e può processare sia scarti industriali pre-consumo che rifiuti post-consumo. Sono generalmente accettabili film di colore misto, film stampati e materiali con un livello moderato di contaminazione, sebbene i materiali fortemente contaminati possano richiedere un trattamento preliminare o protocolli di lavaggio più intensivi.
Quanto spazio è necessario per installare un sistema di riciclo di film?
I requisiti di spazio variano notevolmente in base alla capacità di elaborazione e alla configurazione del sistema. Un sistema base da 300-500 kg/ora richiede tipicamente da 150 a 250 metri quadrati di superficie utile, mentre i sistemi industriali con capacità di elaborazione da 1000 a 2000 kg/ora possono necessitare da 500 a 1000 metri quadrati. Queste cifre comprendono l’ingombro degli impianti, le aree per la movimentazione dei materiali e le zone di accesso per la manutenzione. Gli impianti devono inoltre garantire un’altezza minima del soffitto, generalmente compresa tra 5 e 7 metri, per consentire l’installazione di nastri trasportatori e sistemi di ventilazione. Nella pianificazione complessiva dell’impianto va inoltre considerato lo spazio aggiuntivo necessario per lo stoccaggio delle materie prime, per lo stoccaggio del prodotto finito e per gli equipaggiamenti ausiliari.
Quali sono i costi operativi tipici per l’esercizio di impianti di riciclaggio?
I costi operativi per le macchine per il riciclo di film plastici includono il consumo di elettricità, pari in media a 0,3–0,6 kWh per chilogrammo lavorato, l’uso di acqua pari a 2–8 litri per chilogrammo e gli additivi chimici per le operazioni di lavaggio, il cui costo è di circa 0,02–0,05 USD per chilogrammo. I requisiti di manodopera dipendono dal livello di automazione, ma in genere variano da 2 a 6 operatori per turno per impianti con capacità di lavorazione compresa tra 500 e 1500 kg/ora. I costi di manutenzione — compresi i pezzi di ricambio, i materiali di consumo e gli interventi programmati — rappresentano generalmente il 5–8% dell’investimento iniziale nell’attrezzatura, su base annua. I costi operativi totali si attestano tipicamente tra 0,15 e 0,35 USD per chilogrammo lavorato, con variazioni legate alle tariffe locali dei servizi pubblici e al grado di contaminazione del materiale.
Quanto tempo occorre per ottenere il ritorno dell’investimento nel riciclo di film?
Il ritorno sull'investimento per l'installazione di macchine per il riciclo di film plastici varia notevolmente in base al costo dell'attrezzatura, ai costi di acquisizione del materiale, ai prezzi di mercato locali per il prodotto riciclato e all'efficienza operativa. I sistemi che elaborano materiali di scarto a basso costo o gratuiti e producono un output sotto forma di granuli destinati a mercati premium possono raggiungere il ROI entro 18–30 mesi. Le operazioni che acquistano il materiale in ingresso o producono un output in fiocchi di qualità inferiore richiedono generalmente da 3 a 5 anni per il completo recupero dell'investimento. I fattori chiave che influenzano le performance finanziarie includono la disponibilità costante del materiale, la stabilità dei mercati di sbocco per il prodotto finito, una disponibilità operativa superiore all’85% e un efficace controllo dei costi relativi a servizi energetici e manodopera. Gli incentivi governativi, i crediti per il riciclo o l’evitare le tariffe di conferimento possono accelerare significativamente i tempi di rientro dell’investimento in determinate giurisdizioni.
Sommario
- Componenti principali e architettura del sistema
- Fasi di lavorazione e flusso del materiale
- Specifiche del materiale e compatibilità
- Considerazioni operative e fattori prestazionali
- Pianificazione dell’implementazione e selezione del sistema
-
Domande frequenti
- Quali tipi di film plastici possono essere lavorati nelle macchine per il riciclo?
- Quanto spazio è necessario per installare un sistema di riciclo di film?
- Quali sono i costi operativi tipici per l’esercizio di impianti di riciclaggio?
- Quanto tempo occorre per ottenere il ritorno dell’investimento nel riciclo di film?