




Die globale Herausforderung des Kunststoffabfallmanagements hat spezialisierte Ausrüstung in den Mittelpunkt der Bemühungen um Umweltverträglichkeit gerückt. Zu diesen Technologien zählt die Kunststofffolien-Recyclingmaschine als entscheidende lösung lösung für die Aufbereitung von Kunststofffolien aus Haushalts- und Gewerbeabfällen, die andernfalls zur Anhäufung auf Deponien oder zu Umweltverschmutzung beitragen würden. Das Verständnis der grundlegenden Prinzipien, Komponenten und Funktionsmechanismen dieser Maschinen ermöglicht es Unternehmen, Recyclinganlagen und industriellen Betreibern, fundierte Entscheidungen über die Implementierung effektiver Systeme zur Rückgewinnung von Kunststofffolien innerhalb ihrer Betriebsabläufe zu treffen.
Kunststofffolien umfassen eine breite Palette von Materialien, darunter Polyethylen-Einkaufstaschen, landwirtschaftliche Stretchfolien, industrielle Schrumpffolien und Verpackungsmaterialien, die spezialisierte Aufbereitungsverfahren erfordern, die sich deutlich von der Recycling-Verarbeitung starrer Kunststoffe unterscheiden. Die für diesen Zweck konzipierte Maschinentechnik kombiniert mechanische, thermische und Waschtechnologien, um kontaminierte, gemischte Kunststofffolienabfälle in saubere, wiederverwertbare Flocken oder Granulate umzuwandeln, die für die Herstellung neuer Produkte geeignet sind produkte diese umfassende Darstellung untersucht die wesentlichen Komponenten, Verarbeitungsstufen, Anforderungen an die Materialhandhabung sowie betrieblichen Aspekte, die moderne Kunststofffolien-Recyclinganlagen kennzeichnen.
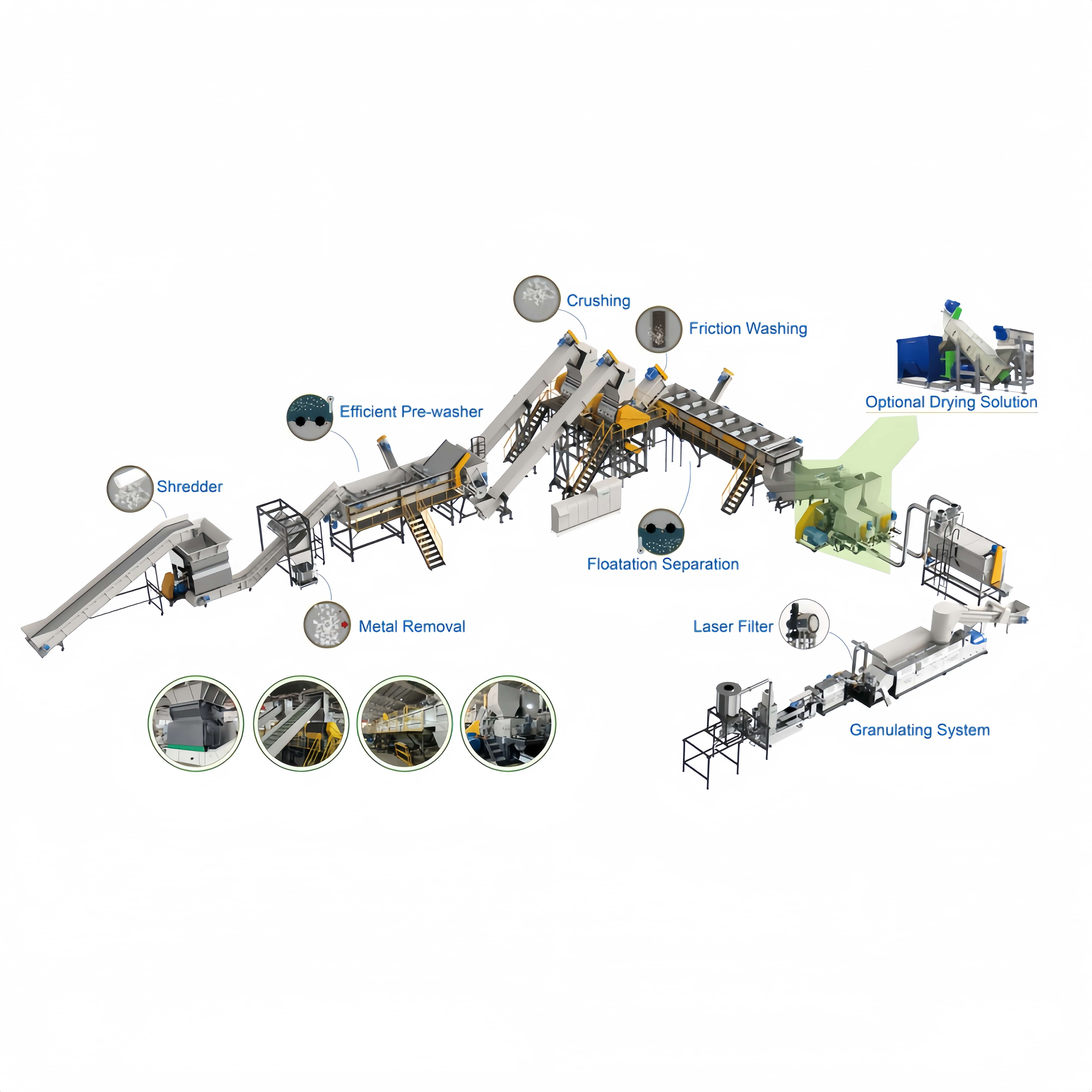
Kernkomponenten und Systemarchitektur
Primäre Verarbeitungseinheiten
Die Grundlage jeder Recyclingmaschine für Kunststofffolien beginnt mit ihren primären Verarbeitungseinheiten, zu denen typischerweise Förderbänder, Schredder und Brecher gehören, die speziell für Folienmaterialien ausgelegt sind. Im Gegensatz zu Anlagen zur Verarbeitung starrer Kunststoffe müssen diese Komponenten die besonderen Eigenschaften von Folienmaterialien berücksichtigen – ihre Neigung, sich um rotierende Bauteile zu wickeln, ihre geringe Schüttdichte sowie ihre häufige Kontamination mit organischen Stoffen und Feuchtigkeit. Die erste Größenreduktionsstufe verwendet spezielle Schneidwerkzeuge mit Konfigurationen, die ein Verbrücken des Materials verhindern und eine gleichmäßige Zufuhrrate in die nachfolgenden Verarbeitungsstufen sicherstellen.
Materialzuführsysteme stellen ein entscheidendes architektonisches Element innerhalb der Konfiguration von Maschinen zur Recycling von Kunststofffolien dar. Automatisierte Bandförderer oder geneigte Schneckenförderer transportieren sortierte Folienabfälle von Sammelstellen zur Zerkleinerungsstufe und integrieren dabei Metallerkennungssysteme, um nachgeschaltete Anlagen vor schädlichen Verunreinigungen zu schützen. Der Zuführmechanismus muss einen gleichmäßigen Materialfluss gewährleisten, obwohl die Abfallströme aus Kunststofffolien charakteristischerweise eine variable Dichte und Kompressibilität aufweisen.
Die Zerkleinerungskammer selbst verfügt über rotierende Messerarrays, die auf robusten Wellen montiert sind; die Lochung der Siebe bestimmt die Größe der Ausgangspartikel. Für Folienanwendungen liegen diese Siebe typischerweise mit Öffnungen zwischen 30 mm und 80 mm, um eine ausgewogene Durchsatzkapazität mit der Notwendigkeit handhabbarer Partikelgrößen in den Waschstufen zu gewährleisten. Antriebssysteme mit einer Leistung von 30 bis 150 PS – je nach Kapazitätsanforderung – treiben diese primären Reduziereinheiten an; Drehmomentüberwachungssysteme schützen vor Überlastbedingungen.
Wasch- und Trennsysteme
Nach der Größenreduktion umfasst die Kunststoff-Folien-Recyclingmaschine umfangreiche Waschanlagen, die zur Entfernung von Verunreinigungen konzipiert sind, die die Qualität des recycelten Endprodukts beeinträchtigen. Zu diesen Anlagen zählen typischerweise Vorwascheinheiten mit Reibungswaschern, bei denen die Materialbewegung in Wasserbädern Schmutz, Etiketten und organische Rückstände löst. Die Reibungswaschstufe erzeugt mechanische Wirkung durch rotierende Schaufeln oder Schnecken, die Folienfragmente gegen perforierte Siebe reiben und so die Entfernung von Verunreinigungen ohne übermäßige Materialdegradation ermöglichen.
Heißwaschbehälter stellen eine nachfolgende kritische Komponente dar, bei der Wassertemperaturen zwischen 60 °C und 90 °C in Kombination mit sorgfältig ausgewählten Tensiden Klebstoffe lösen, Druckfarben entfernen und Papieretiketten von Kunststoffsubstraten trennen. Die Verweilzeit in diesen beheizten Waschkammern liegt typischerweise zwischen 15 und 30 Minuten; eine kontinuierliche Rührbewegung hält das Material in Suspension und verhindert dessen Absinken. Temperaturregelungssysteme gewährleisten optimale Waschbedingungen, während Wärmerückgewinnungssysteme den Energieverbrauch über kontinuierliche Betriebszyklen hinweg minimieren.
Dichtetrennbehälter nutzen die Unterschiede in der spezifischen Dichte zwischen verschiedenen Kunststoffarten und Verunreinigungen, um eine Materialreinigung zu erreichen. Polyethylen- und Polypropylenfolien mit einer Dichte unter 1,0 g/cm³ schwimmen auf Wasser, während schwerere Verunreinigungen wie PVC, PET, Metalle und mineralische Stoffe absinken und getrennt abgeführt werden. Diese Hydrozyklon- oder Schwimm-Sink-Trennstufe innerhalb des Kunststofffolien-Recyclingsystems erreicht bei korrekter Kalibrierung eine Verminderung der Verunreinigungen von über 95 % und stellt sicher, dass die nachgeschalteten Prozessschritte relativ einheitliche Materialströme erhalten.
Entwässerungs- und Trocknungskomponenten
Die mechanische Entwässerungsstufe verwendet Zentrifugaltrockner oder Presswalzen, um den Feuchtigkeitsgehalt der gesättigten Folienfragmente zu reduzieren, die aus den Waschanlagen austreten. Zentrifugale Entwässerungseinheiten drehen das gewaschene Material mit Drehzahlen von über 800 U/min, wodurch Kräfte erzeugt werden, die Wasser durch die perforierten Korbwände auspressen, während die Kunststoffpartikel zurückgehalten werden. Diese Systeme reduzieren den Feuchtigkeitsgehalt typischerweise auf etwa 3–5 Gewichtsprozent und schaffen damit Bedingungen, die für eine anschließende thermische Trocknung oder eine direkte Extrusionsverarbeitung geeignet sind.
Thermische Trocknungssysteme innerhalb umfassender Konfigurationen von Kunststofffolien-Recyclingmaschinen nutzen eine heiße Luftzirkulation, um endgültige Feuchtespezifikationen unter 1 % zu erreichen – eine Voraussetzung, die für Extrusions- und Pelletisierungsprozesse unerlässlich ist. Diese Trockner verwenden entweder horizontale Rührsysteme mit beheizten Manteln oder vertikale pneumatische Förderanlagen, bei denen Materialtransport und Trocknung simultan erfolgen. Die Temperaturregelung hält die Trocknungsluft zwischen 100 °C und 130 °C, wodurch eine thermische Degradation verhindert wird, während gleichzeitig eine effiziente Feuchtigkeitsentfernung bei Verweilzeiten von 20 bis 40 Minuten gewährleistet ist.
Verarbeitungsstufen und Materialfluss
Erstsortierung und Entfernung von Verunreinigungen
Bevor das Material in die mechanischen Verarbeitungskomponenten einer Kunststofffolien-Recyclingmaschine gelangt, werden grobe Verunreinigungen manuell oder automatisiert entfernt und inkompatible Kunststoffsorten voneinander getrennt. Diese Vorverarbeitungsstufe dient der Aussortierung von Materialien, die die Anlage beschädigen oder die Qualität des Endprodukts beeinträchtigen könnten – darunter starre Kunststoffe, Metalle, Textilien sowie übermäßige Mengen organischer Abfälle. Sortierförderanlagen mit manuellen Sortierstationen ermöglichen es den Bedienern, störende Materialien gezielt auszusondern, ohne die Durchsatzraten zu beeinträchtigen, die für die Kapazität der nachgeschalteten Prozessstufen geeignet sind.
Fortgeschrittene Anlagen integrieren optische Sortiertechnologien unter Verwendung der Nahinfrarotspektroskopie, um verschiedene Polymerarten innerhalb gemischter Folienabfallströme zu identifizieren und voneinander zu trennen. Diese automatisierten Systeme erreichen Sortiergenauigkeiten von über 95 % bei Verarbeitungsraten von mehreren Tonnen pro Stunde und reduzieren dadurch den Personalbedarf erheblich, während gleichzeitig die Reinheit der Materialströme verbessert wird. Die Integration der optischen Sortierung stromaufwärts der primären Kunststofffolien-Recyclingmaschine steigert die Gesamteffizienz und Qualität der Ausgangsprodukte, indem sie eine konsistente Zusammensetzung der verarbeiteten Chargen sicherstellt.
Verminderung der Größe und Agglomeration
Die Größenreduktionsstufe wandelt sperrigen Folienabfall in handhabbare Fragmente um, die für die Reinigung und die nachfolgende Verarbeitung geeignet sind. Einwellen-Shredder mit hydraulischen Ram-Feedern erweisen sich als effektiv für die erste Volumenreduktion loser Folien, während Granulatoren mit Rotor-Stator-Messeranordnungen eine sekundäre Größenreduktion auf Spezifikationen zwischen 20 mm und 50 mm erreichen. Die bei diesen Stufen erzielte Gleichmäßigkeit der Partikelgröße beeinflusst direkt die Reinigungseffizienz sowie die Handhabungseigenschaften des Materials im weiteren Verlauf des Prozesses.
Für stark verschmutzte landwirtschaftliche Folien oder Materialien mit einem signifikanten Feuchtigkeitsgehalt ist ein Teil recyclingmaschine für Plastikfilme die Konfigurationen umfassen Agglomeratoreinheiten, die durch Reibungserwärmung die Partikeloberflächen teilweise aufschmelzen. Dieser Prozess erhöht die Schüttdichte des Materials, erleichtert die Freisetzung von Verunreinigungen und verbessert die Fördereigenschaften in Extruder. Agglomeratoren arbeiten bei Temperaturen unterhalb der vollständigen Schmelzpunkte, typischerweise zwischen 110 °C und 140 °C für Polyethylen-Materialien, und erzeugen verdichtete Agglomerate, die die Effizienz der nachgeschalteten Verarbeitung steigern.
Optimierung des Waschkreislaufs
Der Waschprozess stellt die kritischste qualitätsbestimmende Phase im Betrieb von Anlagen zur Recycling von Kunststofffolien dar. Mehrstufige Konfigurationen verwenden sequenzielle Waschschritte mit zunehmend saubereren Wasservorräten und wenden dabei das Gegenstromprinzip an, um die Entfernung von Verunreinigungen zu maximieren und gleichzeitig den Frischwasserverbrauch zu minimieren. Erste Reibungswaschmaschinen verarbeiten stark verschmutztes Material, mittlere Heißwaschtanks entfernen Klebstoffe und Druckfarben, und abschließende Spülstufen beseitigen Reste von Reinigungsmitteln sowie feine Partikel.
Das Management der Wasserchemie ist entscheidend für eine wirksame Reinigungsleistung; dabei werden pH-Wert-Kontrolle, Tensidkonzentration und Temperaturkoordination auf spezifische Kontaminationsprofile abgestimmt. Die Aufbereitung landwirtschaftlicher Folien erfordert in der Regel aggressive Waschbedingungen, um Boden und biologische Substanzen zu entfernen, während Post-Consumer-Verpackungsfolien Formulierungen benötigen, die effektiv gegen Druckfarben- und Klebstoffrückstände wirken. Moderne Recyclinganlagen für Kunststofffolien integrieren automatisierte Chemikalien-Dosierung und Überwachung der Wasserqualität, um optimale Waschbedingungen bei wechselnden Eigenschaften des eingespeisten Materials aufrechtzuerhalten.
Materialspezifikationen und Verträglichkeit
Zulässige Eigenschaften des Beschickungsmaterials
Das Verständnis der Materialspezifikationen, die mit Anlagen zur Kunststofffolien-Recycling kompatibel sind, ermöglicht es Betreibern, geeignete Sammel- und Sortierprotokolle festzulegen. Die meisten Folienrecyclinganlagen verarbeiten Polyethylenfolien, darunter Low-Density-Polyethylen (LDPE), Linear-Low-Density-Polyethylen (LLDPE) und High-Density-Polyethylen (HDPE), die den Großteil der flexiblen Verpackungen und landwirtschaftlichen Folienanwendungen ausmachen. Diese Materialien weisen ähnliche Dichtecharakteristika und Verarbeitungsanforderungen auf, wodurch eine gemeinsame Verarbeitung innerhalb einer einzigen Anlagenkonfiguration möglich ist.
Polypropylenfolien weisen bei vielen Konstruktionen von Kunststofffolien-Recyclingmaschinen kompatible Verarbeitungseigenschaften auf, wobei ihre leicht höheren Schmelztemperaturen und Dichtespezifikationen möglicherweise Anpassungen der Prozessparameter erfordern. Gemischte PE/PP-Ströme können häufig gemeinsam verarbeitet werden, sofern die Endanwendungen Materialmischungen zulassen; eine Trennung kann jedoch erforderlich sein, wenn spezifische Polymereigenschaften für die jeweilige Anwendung gefordert werden. Die Materialdicke liegt typischerweise zwischen 20 Mikrometern und 200 Mikrometern für eine effektive Verarbeitung; extrem dünne Folien erfordern besondere Handhabungsüberlegungen.
Toleranzgrenzen für Kontaminationen
Die Verunreinigungstoleranz von Anlagen zur Recycling von Kunststofffolien variiert je nach Ausstattungsgrad der Geräte und Gestaltung des Spülkreislaufs. Grundkonfigurationen verarbeiten effektiv Materialien mit Verunreinigungsgraden bis zu 30 Gewichtsprozent, darunter Erde, Feuchtigkeit und organische Substanzen, während fortschrittliche Systeme mit mehreren Spülstufen Verunreinigungsgrade nahe 50 % bewältigen können, ohne die akzeptable Qualität des Endprodukts einzubüßen. Allerdings führt eine übermäßige Verunreinigung zu einer Verringerung der Durchsatzleistung, einem erhöhten Wasserverbrauch und einem höheren Energieverbrauch sowie einer beschleunigten Abnutzung der Komponenten.
Problematische Verunreinigungen, die vor der Aufbereitung in einer Kunststofffolien-Recyclingmaschine entfernt werden müssen, umfassen insbesondere überschüssige Metalle, Steine, Glas sowie inkompatible Kunststoffe, die die Anlage beschädigen oder die Ausgangsströme kontaminieren können. Papieranteile unter 5 % sind in der Regel innerhalb der Waschanlagen problemlos handhabbar, während höhere Konzentrationen die Trennmechanismen überlasten können. Biologische Verunreinigungen – darunter Speisereste – erfordern besondere Aufmerksamkeit in den Heißwaschstufen, um eine Verkrustung der Anlage zu verhindern und hygienische Verarbeitungsbedingungen sicherzustellen.
Qualitätsspezifikationen für das Endprodukt
Die Ausgabe von Anlagen zur Recycling von Kunststofffolien besteht typischerweise aus sauberen, trockenen Kunststoffflocken mit einer Größe von 10 mm bis 30 mm, einer Feuchtigkeit unter 1 % und einem Verunreinigungsgrad von weniger als 2 Gew.-%. Diese Spezifikationen ermöglichen die direkte Zuführung in Extrusionsanlagen zur Granulatherstellung oder für Folienherstellungsanwendungen. Fortschrittliche Spülkonfigurationen erreichen Verunreinigungsgrade unter 0,5 % und erzeugen Materialien, die – bei entsprechender Mischung mit Primärharz – für Anwendungen im Lebensmittelkontakt geeignet sind.
Farbgleichmäßigkeit und Materialhomogenität beeinflussen den Marktwert und die Eignung für bestimmte Anwendungen erheblich. Systeme, die vorsortierte, einfarbige Materialströme verarbeiten, erzeugen ein Endprodukt, das auf Märkten mit hohen Anforderungen an die Farbgleichmäßigkeit einen Aufpreis erzielt. Gemischtfarbige Materialströme führen hingegen zu einem Produkt, das für Anwendungen geeignet ist, bei denen Farbschwankungen akzeptabel sind – beispielsweise bei Baufolien, industriellen Folien und nicht sichtbaren Verpackungskomponenten, bei denen die technischen Eigenschaften im Vordergrund stehen und ästhetische Aspekte zurücktreten.
Betriebliche Aspekte und Leistungsfaktoren
Durchsatzkapazität und Produktionsraten
Die Kapazitätsangaben für Kunststofffolien-Recyclingmaschinen liegen typischerweise zwischen 200 Kilogramm pro Stunde für kleinmaßstäbliche Anlagen und 2000 Kilogramm pro Stunde für industrielle Installationen; die tatsächliche Durchsatzleistung hängt von den Eigenschaften des Einsatzmaterials und der gewünschten Ausgangsqualität ab. Systeme, die sauberen, vorsortierten industriellen Ausschuss verarbeiten, erreichen Durchsatzraten, die nahe an den maximalen Angaben liegen, während stark kontaminierte Post-Consumer-Materialien die effektive Durchsatzleistung um 30 % bis 50 % senken, da sich die Waschzyklen verlängern und der Materialverlust durch Kontamination zunimmt.
Die Beziehung zwischen Fördergeschwindigkeit, Reinigungseffektivität und Ausgangsqualität erfordert eine sorgfältige Optimierung im Betrieb von Maschinen zur Recycling von Kunststofffolien. Eine zu hohe Fördergeschwindigkeit überfordert die Reinigungskapazität, was zu einer unzureichenden Entfernung von Verunreinigungen und einer minderwertigen Ausgangsqualität führt. Eine konservative Fördergeschwindigkeit gewährleistet eine gründliche Reinigung, führt jedoch zu einer Unterauslastung der Anlagenkapazität und erhöht die pro Einheit anfallenden Verarbeitungskosten. Erfolgreiche Betriebe entwickeln material-spezifische Verarbeitungsprotokolle, die Durchsatzziele mit Qualitätsanforderungen in Einklang bringen, die für die jeweilige Endverwendung geeignet sind.
Energieverbrauch und Versorgungsanforderungen
Der Energieverbrauch stellt einen bedeutenden betrieblichen Kostenfaktor bei Anlagen zur Recycling von Kunststofffolien dar; typische Anlagen benötigen 0,3 bis 0,6 Kilowattstunden pro Kilogramm aufbereitetes Material. Die elektrischen Antriebe für Schredder, Waschmaschinen und Trockner stellen die größte elektrische Last dar, während Heißwaschanlagen erhebliche thermische Energieanforderungen stellen, falls keine Wärmerückgewinnungssysteme vorhanden sind. Moderne Anlagen verwenden stufenlose Frequenzumrichter, die die Motordrehzahlen entsprechend den Lastbedingungen optimieren und so den Energieverbrauch im Vergleich zu festdrehzahlgesteuerten Konfigurationen um 15 % bis 25 % senken.
Der Wasserverbrauch bei der Betriebsführung von Maschinen zur Recycling von Kunststofffolien liegt je nach Verschmutzungsgrad und Systemauslegung zwischen 2 und 8 Litern pro Kilogramm aufbereitetem Material. Geschlossene Wasserkreislaufsysteme mit Absetzbecken, Filteranlagen und Aufbereitungskapazität senken den Frischwasserbedarf um 70 % bis 90 % und tragen somit sowohl Kosten- als auch Umweltaspekten Rechnung. Die Behandlung des Abwassers ist für die Einhaltung gesetzlicher Vorschriften unerlässlich; vor der Einleitung oder Wiederverwendung sind Absetzen, Filtration und gegebenenfalls eine biologische Behandlung erforderlich.
Wartungsanforderungen und Verschleiß von Komponenten
Regelmäßige Wartungsprotokolle gewährleisten eine nachhaltige Leistung und lange Lebensdauer von Anlagen zur Recycling von Kunststofffolien. Die Messer von Schreddern und Granulatoren müssen alle 200 bis 500 Betriebsstunden je nach Abrasivität des Materials und Verschmutzungsgraden geschärft oder ausgetauscht werden. Lageranordnungen in rotierenden Geräten erfordern wöchentliche Schmierung und jährlichen Austausch, um katastrophale Ausfälle zu verhindern. Die Siebperforationen in Wascheinheiten und Zerkleinerungsmaschinen müssen regelmäßig gereinigt werden, um die erforderlichen Durchflusseigenschaften aufrechtzuerhalten und Materialansammlungen zu vermeiden.
Präventive Wartungspläne umfassen in der Regel tägliche Inspektionen kritischer Komponenten, wöchentliche Schmierung beweglicher Teile, monatliche Überprüfung elektrischer Systeme und Sicherheitsverriegelungen sowie vierteljährliche umfassende Gerätebewertungen einschließlich Ausrichtungsprüfungen und Verschleißmessungen. Betriebe, die abrasive Materialien verarbeiten – darunter landwirtschaftliche Folien mit Bodenkontamination – verzeichnen einen beschleunigten Komponentenverschleiß, was häufigere Inspektionsintervalle und einen früheren Austausch von Komponenten erforderlich macht. Umfassende Wartungsdokumentation ermöglicht die Analyse der Lebensdauer von Komponenten sowie die Identifizierung wiederkehrender Probleme, die konstruktive Anpassungen oder betriebliche Optimierungen erfordern.
Umsetzungsplanung und Systemauswahl
Kapazitätsabstimmung und Skalierbarkeit
Die Auswahl der geeigneten Kapazität für eine Kunststofffolien-Recyclingmaschine erfordert eine sorgfältige Analyse des verfügbaren Materialangebots, der Marktnachfrage nach recycelten Produkten sowie der finanziellen Investitionsbeschränkungen. Zu kleine Anlagen verursachen Engpässe im Verarbeitungsprozess, die das Geschäftswachstum begrenzen und möglicherweise zu Lagerungsproblemen mit dem Ausgangsmaterial führen. Zu große Anlagen arbeiten unterhalb ihrer optimalen Effizienz, was die Verarbeitungskosten pro Einheit erhöht und die finanzielle Amortisationsdauer verlängert. Eine präzise Kapazitätsplanung berücksichtigt nicht nur die anfängliche Materialverfügbarkeit, sondern auch das prognostizierte Wachstum, da sich die Sammelnetzwerke erweitern und das Markt-Bewusstsein zunimmt.
Modulare Systemkonzepte bieten Skalierbarkeitsvorteile für wachsende Betriebe, da die Kapazität durch Hinzufügen paralleler Verarbeitungslinien – statt durch einen vollständigen Systemersatz – erweitert werden kann. Erstinstallationen können beispielsweise 500 Kilogramm pro Stunde verarbeiten, wobei bereits bei der Planung vorgesehen ist, zentrale Komponenten zu duplizieren, um bei steigendem Materialaufkommen eine Kapazität von 1000 Kilogramm pro Stunde zu erreichen. Dieser schrittweise Ansatz senkt die anfänglichen Investitionskosten und bewahrt gleichzeitig die Flexibilität für zukünftiges Wachstum im Einklang mit der Geschäftsentwicklung.
Standortinfrastruktur und Raumbedarf
Die Anforderungen an den physischen Raum für die Installation von Maschinen zur Recycling von Kunststofffolien hängen von der Systemkapazität und -konfiguration ab: Kompaktanlagen benötigen etwa 200 Quadratmeter für Systeme mit einer Kapazität von 500 Kilogramm pro Stunde, während umfassende Anlagen mit ausgedehnten Waschkreisläufen und Nachbearbeitungseinrichtungen 1000 Quadratmeter oder mehr erfordern können. Bei der Planung der Anlage muss nicht nur Platz für die Verarbeitungsanlagen vorgesehen werden, sondern auch für Bereiche zum Entgegennehmen von Material, zur Lagerung sortierten Materials, zur Lagerung des fertigen Produkts sowie für Wartungszugänge.
Zu den Infrastrukturanforderungen gehören ein dreiphasiger Stromanschluss mit einer Leistungskapazität entsprechend den Gerätespezifikationen, typischerweise zwischen 150 und 500 Kilowatt, abhängig von der Systemgröße. Die Wasserversorgungsinfrastruktur muss ausreichende Durchflussraten für die Reinigungsvorgänge bereitstellen, im Allgemeinen zwischen 10 und 40 Kubikmetern pro Stunde bei einem Versorgungsdruck von 2 bis 4 bar. Die Entwässerungssysteme müssen die anfallenden Abwassermengen bewältigen und über eine entsprechende Aufbereitungskapazität vor der Einleitung verfügen. Klimatisierte Umgebungen erweisen sich für die meisten Betriebsabläufe von Kunststofffolien-Recyclingmaschinen als unnötig, obwohl extreme Temperaturen die Verarbeitungseffizienz beeinträchtigen und eine zusätzliche Beheizung oder Kühlung erforderlich machen können.
Integration in nachgeschaltete Verarbeitungsschritte
Viele Betreiber von Kunststoff-Folien-Recyclingmaschinen integrieren Extrusions- und Pelletisierungsanlagen, um gewaschene Flocken in pelletierte Form zu verwandeln – eine Aufbereitungsstufe, die einen höheren Marktwert erzielt und die Lagerung sowie den Transport effizienter gestaltet. Pelletisiersysteme nutzen Einschnecken- oder Zweischneckenextruder, um die gewaschenen Flocken aufzuschmelzen, verbleibende Verunreinigungen mittels Siebpaketen zu filtern und das Material durch Düsenplatten zu pressen, wo es in gleichmäßige Pellets geschnitten wird. Diese wertschöpfende Verarbeitungsstufe steigert den Materialwert typischerweise um 30 % bis 50 % und erzeugt Produkte, die besser mit herkömmlichen Kunststoffverarbeitungsmaschinen kompatibel sind.
Die direkte Integration zwischen Wasch- und Extrusionsstufen eliminiert bei einigen fortschrittlichen Konfigurationen den Bedarf an Zwischentrocknung. Nasse Flocken werden direkt aus der mechanischen Entwässerung in die Einzugsschächte des Extruders gefördert, wobei die Restfeuchte während des Schmelzprozesses verdampft. Dieser optimierte Ansatz senkt den Energieverbrauch und den Investitionsbedarf für Anlagen, ohne die Ausgangsqualität einzubüßen – sie bleibt für die meisten Anwendungen ausreichend. Für feuchtempfindliche Anwendungen sind jedoch möglicherweise weiterhin spezielle Trocknungsstufen erforderlich, um Feuchtegehalte unter 0,5 % zu erreichen.
Häufig gestellte Fragen
Welche Arten von Kunststofffolien können in Recyclingmaschinen verarbeitet werden?
Kunststofffolien-Recyclingmaschinen verarbeiten hauptsächlich Polyethylen-Materialien, darunter LDPE-, LLDPE- und HDPE-Folien, die üblicherweise in Einkaufstaschen, landwirtschaftlichen Folien, Stretchfolien und flexibler Verpackung verwendet werden. Viele Anlagen verarbeiten zudem Polypropylen-Folien, wobei geringfügige Anpassungen erforderlich sein können. Die Geräte sind typischerweise für Folienstärken zwischen 20 und 200 Mikrometer ausgelegt und können sowohl vorverbrauchsspezifischen industriellen Ausschuss als auch nachverbrauchsspezifische Abfallmaterialien verarbeiten. Gemischtfarbige Folien, bedruckte Folien sowie Materialien mit mäßigem Verschmutzungsgrad sind im Allgemeinen akzeptabel; stark verschmutzte Materialien erfordern jedoch möglicherweise eine Vorbehandlung oder intensivere Spülverfahren.
Wie viel Platz ist für die Installation einer Folien-Recyclinganlage erforderlich?
Der Platzbedarf variiert erheblich je nach Verarbeitungskapazität und Systemkonfiguration. Ein grundlegendes System mit einer Kapazität von 300–500 kg/h benötigt typischerweise 150–250 Quadratmeter Bodenfläche, während industrielle Anlagen mit einer Verarbeitungskapazität von 1000–2000 kg/h möglicherweise 500–1000 Quadratmeter erfordern. Diese Angaben umfassen die Stellfläche der Geräte, Bereiche für die Materialhandhabung sowie Zonen für Wartungs- und Zugangszwecke. Die Räumlichkeiten müssen zudem eine ausreichende Raumhöhe aufweisen – in der Regel mindestens 5–7 Meter –, um Materialförderer und Lüftungsanlagen unterzubringen. Zusätzlicher Platz für die Lagerung von Rohmaterial, Fertigprodukten sowie für Versorgungseinrichtungen ist bei der Gesamtplanung der Anlage zu berücksichtigen.
Was sind die typischen Betriebskosten für den Betrieb von Recyclinganlagen?
Die Betriebskosten für Kunststoff-Folien-Recyclingmaschinen umfassen den Stromverbrauch mit durchschnittlich 0,3–0,6 kWh pro verarbeitetem Kilogramm, den Wasserverbrauch von 2–8 Litern pro Kilogramm sowie chemische Zusatzstoffe für die Waschprozesse mit Kosten von etwa 0,02–0,05 USD pro Kilogramm. Der Personalbedarf hängt vom Automatisierungsgrad ab und liegt typischerweise bei 2–6 Bedienern pro Schicht für Anlagen mit einer Verarbeitungskapazität von 500–1500 kg/h. Die Wartungskosten – einschließlich Ersatzteilen, Verbrauchsmaterialien und geplanter Serviceleistungen – machen in der Regel jährlich 5–8 % der anfänglichen Investition in die Ausrüstung aus. Die gesamten Betriebskosten liegen typischerweise zwischen 0,15 und 0,35 USD pro verarbeitetem Kilogramm und variieren je nach lokalen Energiepreisen und dem Grad der Materialkontamination.
Wie lange dauert es, bis sich die Investition in die Folien-Recyclinganlage amortisiert?
Die Rentabilität von Anlagen zur Recycling von Kunststofffolien variiert erheblich und hängt von den Anschaffungskosten der Ausrüstung, den Kosten für die Beschaffung des Ausgangsmaterials, den lokalen Marktpreisen für das recycelte Endprodukt sowie der betrieblichen Effizienz ab. Systeme, die kostengünstiges oder kostenloses Abfallmaterial verarbeiten und pelletiertes Endprodukt für Premiummärkte herstellen, können eine Kapitalrendite innerhalb von 18 bis 30 Monaten erzielen. Betriebe, die das Ausgangsmaterial einkaufen oder minderwertiges Flocken-Endprodukt herstellen, benötigen in der Regel drei bis fünf Jahre, um die gesamte Investition wieder einzuspielen. Zu den entscheidenden Faktoren für die wirtschaftliche Leistungsfähigkeit zählen eine zuverlässige Materialversorgung, stabile Absatzmärkte für das Endprodukt, eine technische Verfügbarkeit (Uptime) von über 85 % sowie eine wirksame Kostenkontrolle bei Energie- und Personalkosten. Staatliche Fördermaßnahmen, Recycling-Zertifikate oder die Vermeidung von Deponiegebühren können die Amortisationsdauer in bestimmten Rechtsordnungen deutlich verkürzen.
Inhaltsverzeichnis
- Kernkomponenten und Systemarchitektur
- Verarbeitungsstufen und Materialfluss
- Materialspezifikationen und Verträglichkeit
- Betriebliche Aspekte und Leistungsfaktoren
- Umsetzungsplanung und Systemauswahl
-
Häufig gestellte Fragen
- Welche Arten von Kunststofffolien können in Recyclingmaschinen verarbeitet werden?
- Wie viel Platz ist für die Installation einer Folien-Recyclinganlage erforderlich?
- Was sind die typischen Betriebskosten für den Betrieb von Recyclinganlagen?
- Wie lange dauert es, bis sich die Investition in die Folien-Recyclinganlage amortisiert?