




Maailmanlaajuinen muovijätteen käsittelyn haaste on nostanut erikoistuneet laitteet ympäristönsuojelun kestävyyden toiminnan eturintamaan. Näiden teknologioiden joukossa muovikalvojen kierrätyskone muodostaa ratkaisevan ratkaisu kuluttajien ja teollisuuden käytön jälkeisten muovikalvojen käsittelyyn, jotka muuten kertyisivät kaatopaikkoihin tai aiheuttaisivat ympäristösaasteita. Näiden koneiden perusperiaatteiden, komponenttien ja toimintamekanismien ymmärtäminen mahdollistaa yritysten, kierrätyslaitosten ja teollisuuden toimijoiden tehdä perusteltuja päätöksiä tehokkaiden muovikalvojen talteenottosysteemien toteuttamisesta omiin toimintoihinsa.
Muovikalvot kattavat monipuolisen materiaaliryhmän, johon kuuluvat muun muassa polyeteenista valmistetut ostoskassit, maataloudessa käytetyt venyvyyskalvot, teollisuuden kutistuskalvot ja pakkausmateriaalit, joita varten tarvitaan erityisiä käsittelymenetelmiä, jotka eroavat jäykkien muovien kierrätyksestä. Tähän tarkoitukseen suunnitellut koneet yhdistävät mekaanisia, lämpö- ja pesuteknologioita saadakseen likaisesta ja sekoitetusta muovikalvojen jätteestä puhtaita, uudelleenkäsiteltäviä siruja tai pellettejä, joita voidaan käyttää uusien tuotteiden valmistukseen. tuotteet tässä kattavassa tarkastelussa käsitellään nykyaikaisten muovikalvojen kierrätyskonejärjestelmien olennaisia komponentteja, käsittelyvaiheita, materiaalin käsittelyn vaatimuksia sekä toiminnallisia näkökohtia.
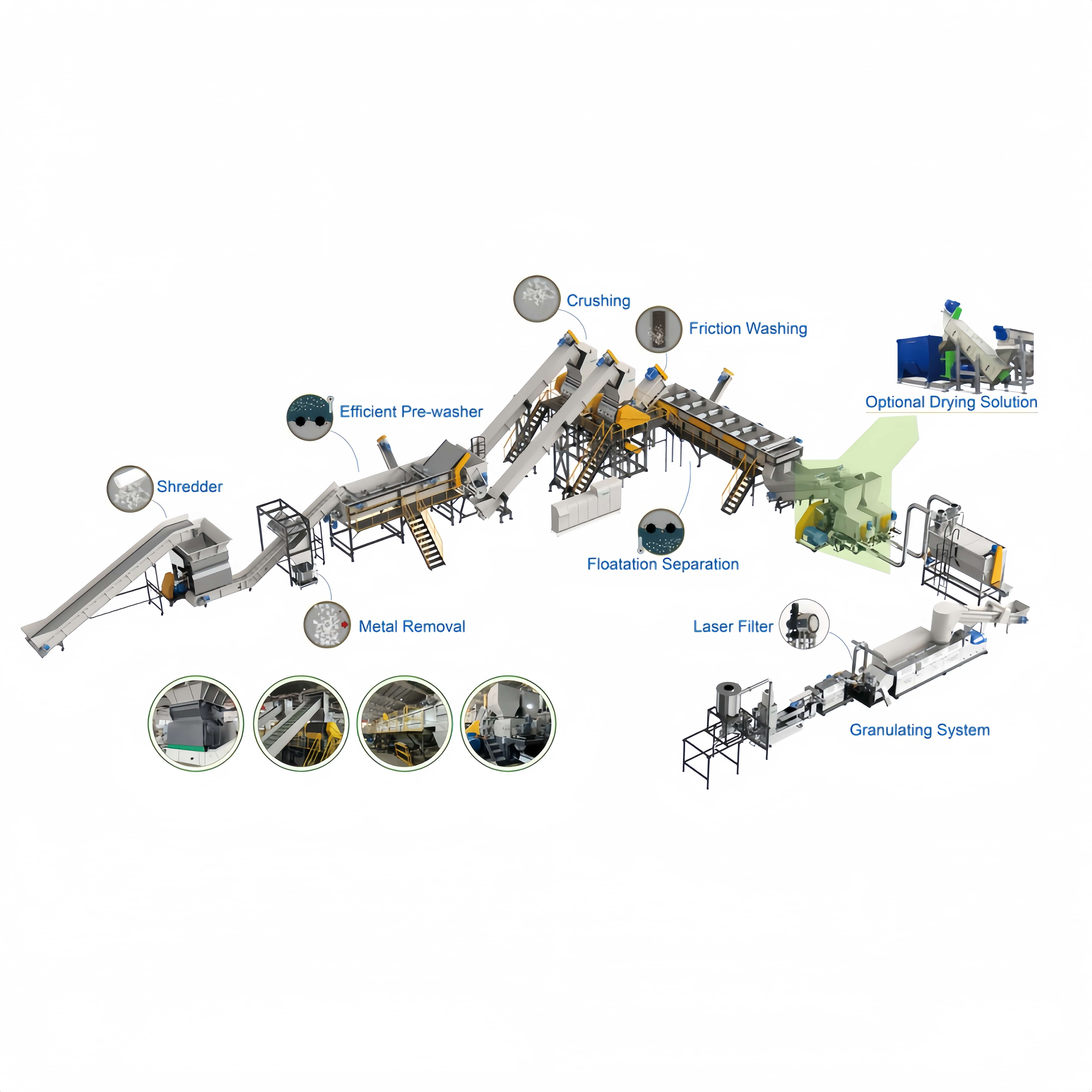
Peruskomponentit ja järjestelmäarkkitehtuuri
Ensisijaiset käsittelyyksiköt
Minkä tahansa muovikalvojen kierrätyskoneen perusta on sen ensisijaiset käsittelyyksiköt, joihin kuuluvat tyypillisesti kuljetinhihnat, hienonnettimet ja murskauslaitteet, jotka on suunniteltu erityisesti kalvomateriaaleille. Toisin kuin jäykän muovin käsittelyyn tarkoitetut laitteet, nämä komponentit täytyy suunnitella ottamaan huomioon kalvomateriaalien ainutlaatuiset ominaisuudet – niiden taipumus kiedota pyörivien komponenttien ympärille, niiden alhainen tilavuuspaino sekä niiden usein orgaanisilla aineilla ja kosteudella saastuneisuus. Alkuperäinen koon pienentämisvaihe käyttää erityisesti suunniteltuja leikkureita, joiden asettelu estää materiaalin silmukoitumisen ja varmistaa tasaisen syöttönopeuden seuraaviin käsittelyvaiheisiin.
Materiaalin syöttöjärjestelmät edustavat kriittistä arkkitehtonista elementtiä muovikalvojen kierrätyskoneiden konfiguraatiossa. Automaattiset kuljetinbeltit tai kaltevat ruuvisyöttimet kuljettavat lajiteltua kalvojätettä keräyspisteistä murskausvaiheeseen ja sisältävät samalla metalliainestunnistusjärjestelmiä, jotta alapuolisia laitteita suojataan vahingoittavilta kontaminaanteilta. Syöttömekanismi on kyettävä ylläpitämään tasaisen materiaalivirran, vaikka muovikalvojen jätteiden tiukkuus- ja puristuvuusominaisuudet vaihtelisivat.
Murskauksenkammiot itse sisältävät pyörivät teräarrayt, jotka on asennettu kestäville aksелеille, ja ruutujen rei'itys määrittää tuotteen hiukkaskoon. Kalvojen käsittelyyn tarkoitetuissa järjestelmissä näiden ruutujen aukeamat vaihtelevat tyypillisesti 30 mm:stä 80 mm:iin, mikä tasapainottaa käsittelykapasiteettia ja pesuvaiheessa hallittavien hiukkaskokojen tarvetta. Nämä ensisijaiset pienentämisjärjestelmät varustetaan voimanlähteillä, joiden teho vaihtelee 30–150 hevosvoimaa riippuen kapasiteettivaatimuksista, ja niissä on vääntömomentin seurantajärjestelmiä ylikuormitustilanteiden estämiseksi.
Pesu- ja erotusjärjestelmät
Koon pienentämisen jälkeen muovikalvojen kierrätyskone sisältää laajat pesujärjestelmät, jotka on suunniteltu poistamaan saasteet, jotka heikentävät kierrätetyn tuotteen laatua. Nämä järjestelmät sisältävät yleensä esipesuyksiköitä, joissa käytetään kitkapesureita, joissa materiaalin ravistelu vesikätkyissä löysentää likaa, tarramerkintöjä ja orgaanisia jäämiä. Kitkapesun vaiheessa mekaaninen vaikutus syntyy pyörivillä lapuilla tai ruuvilla, jotka hankauttavat kalvopaloja rei’itettyjä ruutuja vasten, mikä edistää saasteiden poistamista ilman liiallista materiaalin rappeutumista.
Kuumat pesukäymälät edustavat seuraavaa kriittistä komponenttia, jossa veden lämpötila 60–90 °C:n välillä yhdistettynä huolellisesti valittuihin pinnaktiivisiin aineisiin liuottaa liimoja, poistaa painotusmaitoja ja erottaa paperikyltit muovialustoista. Näissä lämmitetyissä pesukammioissa materiaalin viipymäaika vaihtelee yleensä 15–30 minuutin välillä, ja jatkuva sekoitus pitää materiaalin suspensiossa ja estää sen saostumista. Lämpötilan säätöjärjestelmät varmistavat optimaaliset pesuolosuhteet, kun taas lämmön talteenottojärjestelmät vähentävät energian kulutusta jatkuvissa käyttösykleissä.
Tiukkuuserottelusäiliöt hyödyntävät eri muovityyppien ja kontaminaanttien tiukkuuseroja materiaalin puhdistamiseen. Polyeteeni- ja polypropyleenikalvojen tiukkuus on alle 1,0 g/cm³, joten ne kelluvat vedessä, kun taas raskaammat kontaminaantit, kuten PVC, PET, metallit ja mineraaliainekset, uppoavat erilliseen poistoon. Tämä hydrokykloni- tai kelluva-uppouva erotusvaihe muovikalvojen kierrätyskoneiston järjestelmässä saavuttaa kontaminaation vähentämisen yli 95 %:n, kun se on oikein kalibroitu, mikä varmistaa, että jälkikäsittelyyn tulevat materiaalivirrat ovat suhteellisen yhtenäisiä.
Vedenpoisto- ja kuivatuskomponentit
Mekaanisessa kuivatusvaiheessa käytetään keskipakokuitteita tai puristuspyöräjä, joilla vähennetään kosteusprosenttia kyllästettyjen kalvojen paloista, jotka tulevat pesujärjestelmistä. Keskipakokuivaimet pyörivät pestyä materiaalia yli 800 rpm:n nopeudella, mikä aiheuttaa voimia, jotka poistavat veden rei’itetyn koriin seinien läpi säilyttäen samalla muovihiomukset. Nämä järjestelmät vähentävät tyypillisesti kosteusprosenttia noin 3–5 painoprosenttia, mikä luo edellytykset seuraavalle lämmölliselle kuivatukselle tai suoralle puristusmuovaukselle.
Lämmöllä kuivattavat järjestelmät kattavissa muovikalvojen kierrätyskoneiden konfiguraatioissa käyttävät kuumaa ilmapiiriä saavuttaakseen lopulliset kosteusvaatimukset alle 1 %, mikä on välttämätöntä puristus- ja pelletointitoiminnoissa. Nämä kuivurit käyttävät joko vaakasuuntaisia lapakonfiguraatioita lämmitetyillä vaippoilla tai pystysuuntaisia paineilman avulla toimivia kuljetusjärjestelmiä, joissa materiaalin kuljetus ja kuivatus tapahtuvat samanaikaisesti. Lämpötilasäätimet pitävät kuivausilman lämpötilan 100–130 °C:n välillä estääkseen lämpöhäviön samalla kun saavutetaan tehokas kosteuden poisto asuinajalla, joka vaihtelee 20–40 minuutin välillä.
Käsittelyvaiheet ja materiaalin virtaus
Alkuperäinen lajittelu ja kontaminaation poisto
Ennen kuin materiaali pääsee muovikalvojen kierrätyskoneen mekaanisten käsittelykomponenttien kautta, manuaaliset tai automatisoidut lajittelutoiminnot poistavat suuret kontaminaantit ja erottavat yhteensopimattomat muovityypit toisistaan. Tämä esikäsittelyvaihe kohdistuu materiaaleihin, jotka voivat vahingoittaa laitteistoa tai saastuttaa tuotteen laatuun, mukaan lukien jäykät muovit, metallit, tekstiilit ja liiallinen orgaaninen jätteistö. Lajittelukuljetinjärjestelmät manuaalisilla poimintapaikoilla mahdollistavat operaattoreiden poimia ongelmallisia materiaaleja säilyttäen samalla tuotantokapasiteetin tasapainossa alapuolella olevan prosessin kapasiteetin kanssa.
Edistyneissä asennuksissa käytetään optisia lajitteluteknologioita, joissa hyödynnetään lähinfrapunaspektroskopiaa eri polymeerityyppien tunnistamiseen ja erottelemiseen sekoitetuista muovikalvopäästövirroista. Nämä automatisoidut järjestelmät saavuttavat lajittelutarkkuuden yli 95 % käsittelynopeuksilla, jotka voivat olla useita tonneja tunnissa, mikä vähentää merkittävästi työvoimatarvetta samalla kun materiaalivirran puhtaus paranee. Optisen lajittelun integrointi ensisijaisen muovikalvoprosessointikoneen eteen parantaa kokonaisjärjestelmän tehokkuutta ja tuotteen laadua varmistamalla käsittelyerien koostumuksen yhdenmukaisuuden.
Koon pienentäminen ja agglomeraatio
Koon pienentämisvaihe muuttaa tilavat kalvojätteet käsitteltäviksi paloiksi, jotka ovat sopivia pesuun ja myöhempään käsittelyyn. Yksiaukkoiset hienonnuslaitteet hydraulisella työntöpistoolisyöttimellä osoittautuvat tehokkaiksi alustavana tilavuuden pienentämisvaiheena löysille kalvoille, kun taas roottori-staattoriveitsikonfiguraatiolla varustetut granulaattorit saavuttavat toisen koon pienentämisen 20–50 mm:n määrittelyihin. Näillä vaiheilla saavutettu hiukkaskoon yhtenäisyys vaikuttaa suoraan pesun tehosta ja materiaalin käsittelyn ominaisuuksiin koko jäljellä olevassa prosessissa.
Erittäin likaisten maatalouskalvojen tai merkittävän kosteuspitoisuuden omaavien materiaalien kohdalla joitakin muovikalvon kierrätyskone konfiguraatiot sisältävät aglomeraattoriyksiköitä, jotka käyttävät kitkakuumennusta hiukkasten pintojen osittaiseen sulattamiseen. Tämä prosessi lisää materiaalin tilavuuspainoa, edistää saasteiden poistumista ja parantaa syöttöominaisuuksia puristimiin. Aglomeraattorit toimivat lämpötiloissa, jotka ovat alhaisemmat kuin täysi sulamispiste, yleensä 110–140 °C polyeteenimateriaaleille, tuottaen tiukentuneita aglomeraatteja, jotka parantavat jälkikäsittelyprosessien tehokkuutta.
Pesupiirin optimointi
Pesukytkentä edustaa kriittisintä laadun määrittävää vaihetta muovikalvojen kierrätyskoneiden toiminnassa. Monitasoiset asennukset käyttävät peräkkäisiä pesuvaiheita, joissa veden puhdistusaste kasvaa vaihe vaiheelta, ja soveltavat vastavirtaperiaatetta, joka mahdollistaa saastumisen poiston mahdollisimman tehokkaasti samalla kun tuoreen veden kulutusta minimoidaan. Alkuvaiheen kitkapesurit käsittelevät voimakkaasti likaantunutta materiaalia, keskivaiheen kuumat pesukastaat poistavat liimoja ja musteita, ja lopulliset huuhteluvaiheet poistavat jäljelle jääneet pesuaineet ja hienot hiukkaset.
Veden kemiallisen koostumuksen hallinta on ratkaisevan tärkeää tehokkaan pesun varmistamiseksi; pH:n säätö, pinnaktiivisten aineiden pitoisuus ja lämpötilan koordinointi optimoidaan tiettyihin saastumisprofiileihin. Maatalouskalvojen käsittelyyn vaaditaan yleensä kovia pesuehtoja maaperän ja biologisen aineen poistamiseksi, kun taas kuluttajien käytöstä poistettujen pakkauskalvojen käsittelyyn tarvitaan sellaisia pesuaineita, jotka ovat tehokkaita painotusmustojen ja liimojen jäämien poistossa. Nykyaikaiset muovikalvojen kierrätyskonejärjestelmät sisältävät automatisoidun kemikaalien annostelun ja veden laadun seurannan, jotta optimaaliset pesuehdot voidaan säilyttää vaihtelevien syöttömateriaalien ominaisuuksien kesken.
Materiaalimääritykset ja yhteensopivuus
Hyväksyttävät syöttömateriaalin ominaisuudet
Materiaaliteknisten vaatimusten ymmärtäminen, jotka ovat yhteensopivia muovikalvojen kierrätyskonejärjestelmien kanssa, mahdollistaa käyttäjien määrittää asianmukaiset keruu- ja lajitteluprotokollat. Useimmat kalvojen kierrätyslaitteet käsittelevät polyeteenikalvoja, kuten alhaisen tiukkuuden polyeteeniä (LDPE), lineaarista alhaisen tiukkuuden polyeteeniä (LLDPE) ja korkean tiukkuuden polyeteeniä (HDPE), jotka muodostavat suurimman osan joustavista pakkaussovelluksista ja maatalouskalvoista. Nämä materiaalit jakavat samankaltaiset tiukkuusominaisuudet ja käsittelyvaatimukset, mikä mahdollistaa niiden yhdistetyn käsittelyn yksittäisissä laitteistoissa.
Polypropyleenikalvot tarjoavat yhteensopivia käsittelyominaisuuksia monissa muovikalvojen kierrätyskoneiden suunnittelussa, vaikka niiden hieman korkeammat sulamislämpötilat ja tiukemmat tiukkuusvaatimukset saattavat vaatia parametrien säätöä. Sekoitettuja PE/PP-virtoja voidaan usein käsittellä yhdessä, kun loppukäyttösovellukset sietävät materiaalisekoituksia, vaikka erottaminen saattaa olla välttämätöntä sovelluksissa, joissa vaaditaan tiettyjä polymeerien ominaisuuksia. Materiaalin paksuus vaihtelee tyypillisesti 20 mikrometrin ja 200 mikrometrin välillä tehokkaan käsittelyn varmistamiseksi, ja erityisen ohuet kalvot vaativat erityistä käsittelyhuomiota.
Saastumisen siedettävyystasot
Muovikalvojen kierrätyskoneiden saastumisresistenssi vaihtelee laitteiston kehittyneisyyden ja pesukytkentäsuunnittelun mukaan. Peruskonfiguraatiot käsittelevät tehokkaasti materiaaleja, joiden saastumistaso on enintään 30 painoprosenttia, mukaan lukien maaperä, kosteus ja orgaaninen aine, kun taas monitasoiset, edistyneet järjestelmät voivat käsitellä saastumista, joka lähestyy 50 prosenttia, säilyttäen samalla hyväksyttävän tuotostason. Kuitenkin liiallinen saastuminen vähentää käsittelykapasiteettia, lisää veden ja energian kulutusta sekä kiihdyttää komponenttien kulumista.
Ongelmallisiksi kontaminaanteiksi, jotka on poistettava ennen muovikalvojen kierrätyskoneen käsittelyä, kuuluvat liialliset metallimäiset aineet, kivet, lasi ja yhteensopimattomat muovit, jotka voivat vahingoittaa laitteistoa tai saastuttaa tuotantovirtoja. Paperisisältö alle 5 % voidaan yleensä käsitellä pesujärjestelmissä, kun taas korkeammat pitoisuudet voivat ylittää erotusmekanismien kapasiteetin. Biologinen saastuminen, kuten ruokajäämät, vaatii erityistä huomiota kuumissa pesuvaiheissa, jotta estetään järjestelmän tukkoituminen ja säilytetään hygieniset käsittelyolosuhteet.
Tuotannon laatuvaatimukset
Muovikalvojen kierrätyskonejärjestelmistä saatava tuotos koostuu yleensä puhtaista, kuivista muovilevystä, joiden koko vaihtelee 10–30 mm:n välillä, kosteus on alle 1 % ja saastumistaso alle 2 painoprosenttia. Nämä ominaisuudet mahdollistavat suoran syöttämisen puristuspuristimiin pellettien valmistukseen tai kalvojen valmistukseen. Edistyneet pesukonfiguraatiot saavuttavat saastumistasot alle 0,5 %:n, mikä tuottaa materiaaleja, jotka soveltuvat elintarvikkeisiin tarkoitettuihin käyttöihin, kun niitä yhdistetään sopivan uuden muoviresinin kanssa.
Värin yhdenmukaisuus ja materiaalin yhtenäisyys vaikuttavat merkittävästi tuotteen arvoon ja soveltuvuuteen käyttötarkoituksiin. Järjestelmät, jotka käsittelivät etukäteen lajiteltuja, yksivärisiä materiaalivirtoja, tuottavat tulostetta, jolle voidaan periä korkeampaa hintaa sovelluksissa, joissa värin yhdenmukaisuus on tärkeää. Sekalaisia värejä sisältävät virrat tuottavat tulostetta, joka soveltuu sovelluksiin, joissa värimuutokset ovat sallittuja, kuten rakennuskalvoihin, teollisuuslevyihin ja näkyvistä osista puuttuviin pakkauskomponentteihin, joissa suorituskyvyn ominaisuudet ovat esteettisiä näkökohtia tärkeämpiä.
Toiminnalliset näkökohdat ja suorituskykytekijät
Kapasiteetti ja tuotantonopeus
Muovikalvojen kierrätyskoneiden kapasiteettispecifikaatiot vaihtelevat yleensä 200 kilogrammasta tunnissa pienimuotoisiin toimintoihin aina 2000 kilogrammaan tunnissa teollisuuslaitoksiin, ja todellinen käsittelyteho riippuu syöttömateriaalin ominaisuuksista ja halutusta tuotteen laadusta. Järjestelmät, jotka käsittelevät puhdasta, etukäteen lajiteltua teollisuusromua, saavuttavat nopeuksia, jotka ovat lähellä maksimispecifikaatioita, kun taas voimakkaasti saastuneet kuluttajien käytöstä poistetut materiaalit vähentävät tehokasta käsittelytehoa 30–50 %:lla, koska pesukierrokset pitenevät ja saastumiseen liittyvä materiaalin menetys kasvaa.
Syöttönopeuden, pesutehokkuuden ja tuotteen laadun välinen suhde vaatii huolellista optimointia muovikalvojen kierrätyskoneiden käytössä. Liian suuret syöttönopeudet ylittävät pesukapasiteetin, mikä johtaa riittämättömään kontaminaation poistoon ja ala-asteikaiseen tuotantotulokseen. Varovaiset syöttönopeudet varmistavat kattavan pesun, mutta käyttävät laitteistoa alakapasiteetilla ja lisäävät yksikköä kohden laskettuja käsittelykustannuksia. Onnistuneet toiminnot kehittävät materiaalikohtaisia käsittelyprotokollia, jotka tasapainottavat tuotantotavoitteita ja tarkoitettua käyttöä varten soveltuvia laatuspesifikaatioita.
Energiankulutus ja hyödykkeiden vaatimukset
Energiankulutus edustaa merkittävää käyttökustannustekijää muovikalvojen kierrätyskonejärjestelmissä, ja tyypillisissä asennuksissa tarvitaan 0,3–0,6 kilowattituntia per kilogramma käsiteltyä materiaalia. Moottorikäyttöiset hienonnettimet, pesukoneet ja kuivurit muodostavat suurimman sähkötehon kulutuksen, kun taas kuumapesujärjestelmät aiheuttavat huomattavia lämpöenergiantarpeita, jos lämmön talteenottojärjestelmiä ei ole käytössä. Nykyaikaiset asennukset sisältävät taajuusmuuttajia, jotka optimoivat moottorien nopeuksia kuormitustilanteen mukaan ja vähentävät energiankulutusta 15–25 prosenttia verrattuna vakionopeusjärjestelmiin.
Vedenkulutus muovikalvojen kierrätyskoneissa vaihtelee 2–8 litraa kilogrammaa kohden käsiteltyä materiaalia riippuen saastumisasteesta ja järjestelmän suunnittelusta. Suljetun kiertovesijärjestelmän, jossa on sedimentointialtaat, suodatus ja käsittelykapasiteetti, avulla raakaveden tarvetta voidaan vähentää 70–90 prosenttia, mikä ratkaisee sekä kustannus- että ympäristöongelmat. Jätevedenkäsittelyn huomioon ottaminen on olennaista lainsäädännön noudattamiseksi, ja sedimentointi, suodatus ja joskus myös biologinen käsittely ovat välttämättömiä ennen jäteveden valumista tai uudelleenkäyttöä.
Huoltovaatimukset ja komponenttien kulumisesta
Säännölliset huoltoprotokollat varmistavat muovikalvojen kierrätyskoneiden pitkäaikaisen suorituskyvyn ja käyttöiän. Hienonnettimen ja graanulaattorin terät vaativat teroitusta tai vaihtoa joka 200–500 käyttötuntia riippuen materiaalin kulumisesta ja saastumisasteesta. Pyörivän laitteiston laakerikokoonpanot vaativat viikoittaisen voitelun ja vuosittaisen vaihdon katastrofaalisten vikojen estämiseksi. Pesuyksiköissä ja koon pienentävissä laitteissa olevat suodatinreijitykset vaativat ajoittaisesti puhdistusta, jotta säilytetään asianmukaiset virtausominaisuudet ja estetään materiaalin kertyminen.
Ennaltaehkäisevän huollon aikataulut sisältävät yleensä kriittisten komponenttien päivittäisen tarkastuksen, liikkuvien osien viikoittaisen voitelun, sähköjärjestelmien ja turvallisuuslukituksien kuukausittaisen tarkistuksen sekä neljännesvuosittaisen laajan laitteiston arvioinnin, johon kuuluu akselien suuntaustarkistukset ja kulumismittaukset. Teollisuustiloissa, joissa käsitellään kuluttavia materiaaleja, kuten maaperällä saastuneita maatalouskalvoja, komponenttien kulumisnopeus on kiihtynyt, mikä edellyttää tiukempia tarkastusvälejä ja useampaa komponenttien vaihtoa. Laaja huollon dokumentointi mahdollistaa komponenttien elinikäsuuntauksen seurannan ja toistuvien ongelmien tunnistamisen, joihin vaaditaan suunnittelumuutoksia tai käyttöön liittyviä säätöjä.
Toteutussuunnittelu ja järjestelmän valinta
Kapasiteetin sovittaminen ja laajennettavuus
Sopivan muovikalvojen kierrätyskoneen kapasiteetin valinta edellyttää huolellista analyysiä saatavilla olevasta raaka-aineiden tarjonnasta, kierrätetyistä tuotteista aiheutuvasta markkinakysynnästä ja taloudellisista investointirajoituksista. Liian pienet järjestelmät aiheuttavat käsittelynsolmukohtia, jotka rajoittavat liiketoiminnan kasvua ja voivat johtaa raaka-aineiden kertymisen ongelmiin. Liian suuret asennukset toimivat alle optimaalisella teholla, mikä korottaa yksikkökäsittelykustannuksia ja pidentää taloudellista takaisinmaksuaikaa. Tarkka kapasiteetinsuunnittelu ottaa huomioon paitsi alussa saatavilla olevan raaka-aineen määrän myös ennustettua kasvua, kun keräysverkostot laajenevat ja markkinatietoisuus lisääntyy.
Modulaariset järjestelmäsuunnittelut tarjoavat skaalautuvuuden edut kasvaville toiminnoille, mikä mahdollistaa kapasiteetin laajentamisen lisäämällä rinnakkaisia käsittelylinjoja sen sijaan, että koko järjestelmä vaihdettaisiin. Alkuperäisessä asennuksessa voidaan käsitellä esimerkiksi 500 kilogrammaa tunnissa, ja järjestelmään on varauduttu tärkeimpien komponenttien kaksinkertaistamiseen, jolloin kapasiteetti voidaan nostaa 1000 kilogrammaan tunnissa, kun raaka-ainetoimitukset oikeuttavat laajentamisen. Tämä vaiheittainen lähestymistapa vähentää alkuinvestointeja samalla kun säilytetään joustavuus tulevaa liiketoiminnan kehitystä vastaavaan kasvuun.
Sivuston infrastruktuuri ja tilavaatimukset
Plastisilmukkien kierrätyskoneiden asennuksen fyysiset tilavaatimukset riippuvat järjestelmän kapasiteetista ja konfiguraatiosta: tiukat suunnittelut vievät noin 200 neliömetriä 500 kilogramman tunnissa -järjestelmissä, kun taas laajat asennukset, joissa on kattavat pesukytkentäpiirit ja viimeistelylaitteet, voivat vaatia 1000 neliömetriä tai enemmän. Tilasuunnittelussa on otettava huomioon paitsi prosessointilaitteet myös materiaalin vastaanottotilat, lajiteltujen materiaalien varastointitilat, valmiiden tuotteiden varastointitilat ja huoltotilojen pääsyalueet.
Infrastruktuurivaatimukset sisältävät kolmivaiheisen sähköverkon, jonka kapasiteetti vastaa laitteiston teknisiä vaatimuksia, yleensä 150–500 kilowattia riippuen järjestelmän koosta. Vesihuollon infrastruktuurin on toimitettava riittävä virtausnopeus pesuoperaatioita varten, yleensä 10–40 kuutiometriä tunnissa, ja syöttöpaineen on oltava 2–4 bar. Viemärijärjestelmän on pystyttävä käsittelyyn jätevesimääriä ja sen on oltava varustettu riittävällä puhdistuskapasiteetilla ennen vesien valumista. Ilmastoidut tilat eivät ole tarpeellisia useimmille muovikalvojen kierrätyskoneille, vaikka äärimmäiset lämpötilat voivat vaikuttaa käsittelytehokkuuteen ja edellyttää lisälämmitystä tai jäähdytystä.
Integrointi alapuoliseen käsittelyyn
Monet muovikalvojen kierrätyskoneiden käyttäjät yhdistävät puristus- ja pelletointilaitteet, jotta pesetyt sirukset voidaan muuntaa pellettimuotoon, joka on arvokkaampi markkinoilla ja tarjoaa parannettua varastointi- ja kuljetustehokkuutta. Pelletointijärjestelmät käyttävät yksiruuvisia tai kaksiruuvisia puristimia, jotka sulattavat pesetyt sirukset, suodattavat jäljelle jääneet epäpuhtaudet suodatinpaketeista ja pakottavat materiaalin ulos suulakkeiden läpi, jolloin se leikataan yhtenäisiksi peletteiksi. Tämä arvonlisäysprosessi nostaa yleensä materiaalin arvoa 30–50 prosenttia ja tuottaa tuotteita, jotka ovat yhteensopivia tavallisemman muovikäsittelylaitteiston kanssa.
Suora integraatio pesu- ja puristusvaiheiden välillä poistaa välillisen kuivauksen tarpeen joissakin edistyneissä konfiguraatioissa. Kosteat leikkauspätkät syötetään suoraan mekaanisesta vedenpoistosta puristimen syöttöaukkoihin, jossa jäännöskosteus haihtuu sulamisprosessin aikana. Tämä yksinkertaistettu menetelmä vähentää energiankulutusta ja laiteinvestointeja samalla kun tuotannon laatu säilyy riittävän hyvänä useimpiin sovelluksiin. Kuitenkin kosteudelle herkät sovellukset saattavat edelleen vaatia erillisiä kuivausvaiheita, jotta saavutetaan vaatimukset, jotka ovat alle 0,5 %:n kosteuspien.
UKK
Mitä tyyppejä muovikalvoja voidaan käsitellä kierrätyskoneissa?
Muovikalvojen kierrätyskoneet käsittelevät pääasiassa polyeteenimateriaaleja, kuten LDPE-, LLDPE- ja HDPE-kalvoja, joita tavataan yleisesti ostoskasseissa, maatalouskalvoissa, venyvyissä käärepruuduissa ja joustavissa pakkausmateriaaleissa. Monet järjestelmät voivat käsitellä myös polypropyleenikalvoja pienillä säädöksillä. Laitteisto on yleensä suunniteltu käsittämään kalvot, joiden paksuus vaihtelee 20–200 mikrometrin välillä, ja se voi prosessoida sekä ennen kuluttajaa syntyvää teollisuusjätettä että kuluttajien käytön jälkeen syntyvää jätettä. Sekalaisen värin kalvot, painetut kalvot ja kohtalaisesti saastuneet materiaalit ovat yleensä hyväksyttäviä, vaikka voimakkaasti saastuneet materiaalit vaativatkin usein esikäsittelyä tai tiukempia pesuprotokollia.
Kuinka paljon tilaa tarvitaan kalvojen kierrätysjärjestelmän asentamiseen?
Tilavaatimukset vaihtelevat merkittävästi prosessointikapasiteetin ja järjestelmän konfiguraation mukaan. Perusjärjestelmä, jonka kapasiteetti on 300–500 kg/h, vaatii yleensä 150–250 neliömetriä lattiatilaa, kun taas teollisuusjärjestelmät, joiden kapasiteetti on 1000–2000 kg/h, voivat vaatia 500–1000 neliömetriä. Nämä luvut sisältävät laitteiston vaatiman alueen, materiaalien käsittelyalueet sekä huoltotilojen pääsyn varmistamiseen tarvittavan tilan. Tilojen on myös tarjottava riittävä katkorakenninkorkeus, yleensä vähintään 5–7 metriä, jotta voidaan sijoittaa materiaalin kuljetusnauhat ja ilmanvaihtojärjestelmät. Kokonaistilasuunnittelussa on otettava huomioon myös lisätila raaka-aineiden varastointiin, valmiin tuotteen varastointiin ja apulaitteiden sijoittamiseen.
Mitkä ovat tyypilliset käyttökustannukset kierrätyslaitteiston käytössä?
Muovikalvojen kierrätyskoneiden käyttökustannukset sisältävät sähkönkulutuksen, joka on keskimäärin 0,3–0,6 kWh kilogrammaa kohden käsiteltyä materiaalia, vedenkulutuksen, joka on 2–8 litraa kilogrammaa kohden, sekä pesuoperaatioissa käytettävien kemikaalilisäaineiden kustannukset, jotka ovat noin 0,02–0,05 USD kilogrammaa kohden. Työvoimatarpeet riippuvat automaation tasosta, mutta tyypillisesti järjestelmille, jotka käsittelevät 500–1500 kg/tunti, tarvitaan 2–6 operaattoa vuorossa. Huoltokustannukset, joihin kuuluvat varaosat, kulutusmateriaalit ja suunnitellut huollot, muodostavat yleensä 5–8 % alun perin investoidusta laitteistosta vuosittain. Kokonaiskäyttökustannukset vaihtelevat tyypillisesti 0,15–0,35 USD:lla kilogrammaa kohden käsiteltyä materiaalia, ja ne riippuvat paikallisista energiakustannuksista ja materiaalin saastumistasosta.
Kuinka kauan kestää saavuttaa investoinnin takaisinmaksua kalvojen kierrätyksessä?
Plastisilmukkien kierrätyskoneiden asennusten tuottoprosentti vaihtelee huomattavasti laitteiston hinnan, raaka-aineiden hankintakustannusten, paikkojen markkinahintojen kierrätetylle tuotteelle sekä käyttötehokkuuden perusteella. Järjestelmät, jotka käsittelivät edullista tai ilmaista jätettä ja tuottavat pellettimäistä tuotetta korkealaatuisille markkinoille, voivat saavuttaa tuottoprosentin 18–30 kuukaudessa. Toiminnat, jotka ostavat syöttöainetta tai tuottavat alhaisempaa laatua olevaa leviävää (flake) tuotetta, vaativat yleensä 3–5 vuotta koko investoinnin takaisin saamiseen. Tärkeimmät tekijät, jotka vaikuttavat taloudelliseen suorituskykyyn, ovat johdonmukainen raaka-aineiden saatavuus, vakaa tuotemarkkina, käyttöaika yli 85 %:n ja tehokas kustannusten hallinta energian ja työvoiman osalta. Hallituksen kannustimet, kierrätysluvat tai roskakulujen välttäminen voivat tietyissä oikeusjärjestelmissä merkittävästi nopeuttaa takaisinmaksuaikaa.