




Globalny problem zarządzania odpadami z tworzyw sztucznych przesunął specjalistyczne wyposażenie na czoło działań na rzecz zrównoważoności środowiskowej. Wśród tych technologii maszyna do recyklingu folii plastikowych stanowi kluczowe rozwiązanie rozwiązanie do przetwarzania folii plastikowych po użyciu przez konsumentów i w przemyśle, które w przeciwnym razie trafiałyby na wysypiska lub powodowałyby zanieczyszczenie środowiska. Zrozumienie podstawowych zasad działania, komponentów oraz mechanizmów operacyjnych tych maszyn umożliwia przedsiębiorstwom, zakładom recyklingu oraz operatorom przemysłowym podejmowanie uzasadnionych decyzji dotyczących wdrożenia skutecznych systemów odzysku folii plastikowych w ramach ich działalności.
Folie plastikowe obejmują różnorodną gamę materiałów, w tym torby zakupowe z polietylenu, folie rolnicze do opakowywania w rozciąganiu, przemysłowe folie kurczliwe oraz materiały opakowaniowe, które wymagają specjalistycznych metod przetwarzania odbiegających od tych stosowanych przy recyklingu sztywnych tworzyw sztucznych. Maszyny przeznaczone do tego celu integrują technologie mechaniczne, termiczne oraz myjące, umożliwiając przekształcenie skażonych i mieszanych odpadów z folii plastikowych w czyste, nadające się do ponownego przetworzenia płatki lub granulat, odpowiednie do produkcji nowych wyrobów. produkty niniejsze kompleksowe opracowanie omawia kluczowe komponenty, etapy przetwarzania, wymagania dotyczące obsługi materiałów oraz aspekty eksploatacyjne definiujące współczesne systemy maszyn do recyklingu folii plastikowych.
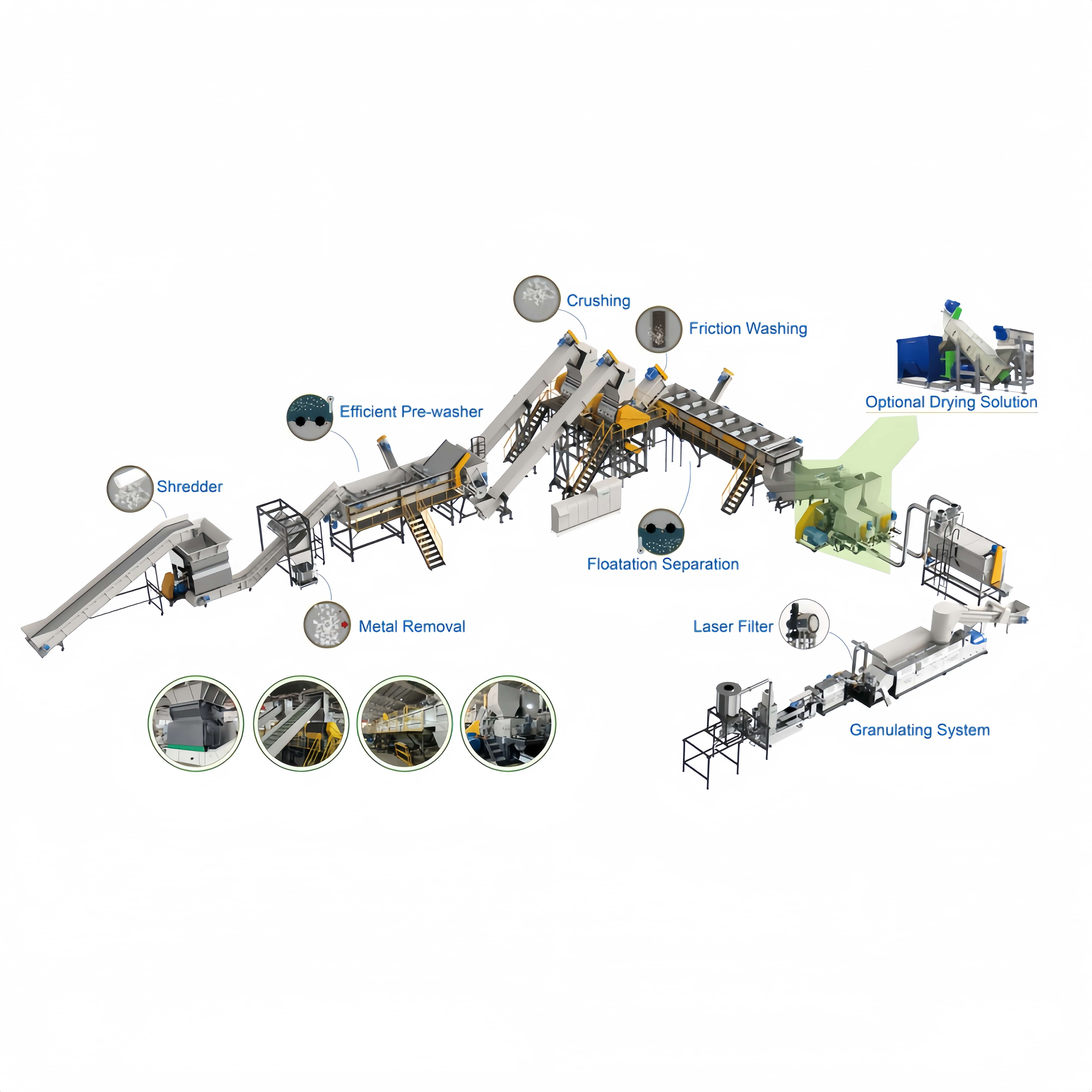
Podstawowe komponenty i architektura systemu
Podstawne jednostki przetwarzania
Podstawą każdej maszyny do recyklingu folii plastycznej są jej główne jednostki przetwarzające, które zwykle obejmują taśmy transportowe, maszyny do mielenia oraz kruszarki zaprojektowane specjalnie do przetwarzania materiałów foliowych. W przeciwieństwie do urządzeń przeznaczonych do przetwarzania sztywnych tworzyw sztucznych, te komponenty muszą uwzględniać wyjątkowe cechy materiałów foliowych — ich skłonność do owijania się wokół wirujących elementów, niską gęstość objętościową oraz częstą zanieczyszczoneść materią organiczną i wilgocią. Etap początkowego zmniejszania rozmiaru wykorzystuje specjalne noże o konfiguracjach zapobiegających tworzeniu się zablokowań materiału i zapewniającym stałą prędkość podawania do kolejnych etapów przetwarzania.
Systemy dozowania materiału stanowią kluczowy element architektury maszyn do recyklingu folii plastycznej. Zautomatyzowane taśmy transportowe lub pochyłe ślimaki dozujące przewozą posortowane odpady foliowe ze stacji zbiorczych do etapu rozdrabniania, a jednocześnie wyposażone są w systemy wykrywania metali chroniące sprzęt znajdujący się dalej w linii przed uszkodzeniem przez zanieczyszczenia. Mechanizm dozowania musi zapewniać stały przepływ materiału mimo zmiennych cech gęstości i ściśliwości charakterystycznych dla strumieni odpadów folii plastycznych.
Komora mielenia wyposażona jest w obrotowe zestawy noży zamontowane na wytrzymałych wałach, przy czym wielkość otworów w siatkach określa rozmiar uzyskiwanych cząstek. W zastosowaniach do folii otwory w tych siatkach mają zwykle średnicę od 30 mm do 80 mm, co zapewnia równowagę między przepustowością a potrzebą uzyskania odpowiedniej wielkości cząstek na etapie mycia.
Systemy mycia i separacji
Po zmniejszeniu rozmiaru maszyna do recyklingu folii plastikowej wyposażona jest w rozbudowane systemy myjące przeznaczone do usuwania zanieczyszczeń pogarszających jakość otrzymanego materiału wtórnego. Systemy te obejmują zazwyczaj jednostki wstępnego mycia wykorzystujące myjki tarczowe, w których mieszanie materiału w kąpielach wodnych powoduje poluzowanie brudu, etykiet oraz pozostałości organicznych. Etap mycia tarczowego generuje działanie mechaniczne za pomocą wirujących łopatek lub śrub, które tarzą fragmenty folii o perforowane siatki, ułatwiając usunięcie zanieczyszczeń bez nadmiernej degradacji materiału.
Gorące zbiorniki do mycia stanowią kolejny kluczowy element, w którym temperatury wody w zakresie od 60°C do 90°C w połączeniu z starannie dobranymi substancjami powierzchniowo czynnymi rozpuszczają kleje, usuwają farby drukarskie oraz oddzielają papierowe etykiety od podłoży plastycznych. Czas przebywania materiału w tych nagrzanych komorach myjących zwykle wynosi od 15 do 30 minut, przy jednoczesnym ciągłym mieszaniu zapobiegającym osiadaniu materiału i utrzymującym go w zawiesinie. Systemy regulacji temperatury zapewniają optymalne warunki mycia, natomiast mechanizmy odzysku ciepła minimalizują zużycie energii w cyklach ciągłej pracy.
Zbiorniki do separacji gęstościowej wykorzystują różnice w ciężarze właściwym pomiędzy poszczególnymi typami tworzyw sztucznych oraz zanieczyszczeniami w celu osiągnięcia oczyszczania materiału. Folie polietylenu i polipropylenu, których gęstość jest niższa niż 1,0 g/cm³, pływają na powierzchni wody, podczas gdy cięższe zanieczyszczenia – takie jak PVC, PET, metale oraz materiały mineralne – opadają na dno i są odprowadzane osobno. Ten etap separacji hydrocyklonowej lub pływająco-opadającej w układzie maszyny do recyklingu folii plastikowych pozwala na redukcję zanieczyszczeń przekraczającą 95% przy prawidłowej kalibracji, zapewniając tym samym, że materiał dostarczany do kolejnych etapów przetwarzania charakteryzuje się stosunkowo jednolitą jakościowo strukturą.
Elementy do odwadniania i suszenia
Etapa mechanicznego odwadniania wykorzystuje suszarki odśrodkowe lub walcujące urządzenia dociskowe, które zmniejszają zawartość wilgoci w nasączonych fragmentach folii pochodzących z systemów myjących. Jednostki odśrodkowego odwadniania obracają omyte materiały z prędkościami przekraczającymi 800 obr/min, generując siły powodujące odpływ wody przez perforowane ściany koszyka, przy jednoczesnym zatrzymywaniu cząstek tworzywa sztucznego. Te systemy zwykle obniżają zawartość wilgoci do około 3–5% wagi, tworząc warunki odpowiednie do kolejnego etapu suszenia termicznego lub bezpośredniego przetwarzania w procesie ekstruzji.
Systemy suszenia termicznego w ramach kompleksowych konfiguracji maszyn do recyklingu folii plastycznej wykorzystują obieg gorącego powietrza w celu osiągnięcia końcowych wymagań dotyczących wilgotności poniżej 1%, co jest kluczowe dla operacji ekstruzji i granulacji. Te suszarki wykorzystują albo poziome konstrukcje łopatkowe z podgrzewanymi płaszczami, albo pionowe systemy transportu pneumatycznego, w których transport materiału i suszenie przebiegają równocześnie. Sterowanie temperaturą zapewnia utrzymanie temperatury powietrza suszącego w zakresie od 100 °C do 130 °C, zapobiegając degradacji termicznej i umożliwiając skuteczne usuwanie wilgoci przy czasach przebywania materiału od 20 do 40 minut.
Etap przetwarzania i przepływ materiału
Wstępne sortowanie i usuwanie zanieczyszczeń
Zanim materiał wejdzie do komponentów mechanicznej obróbki maszyny do recyklingu folii plastikowej, operacje sortowania ręcznego lub zautomatyzowanego usuwają zanieczyszczenia o dużych rozmiarach oraz oddzielają niezgodne ze sobą typy tworzyw sztucznych. Ten etap wstępnego przetwarzania dotyczy materiałów, które mogą uszkodzić sprzęt lub zanieczyścić jakość końcowego produktu, w tym tworzyw sztucznych o dużej sztywności, metali, tekstyliów oraz nadmiaru odpadów organicznych. Systemy taśmociągów sortujących z ręcznymi stanowiskami selekcji pozwalają operatorom na usuwanie problematycznych materiałów przy jednoczesnym utrzymaniu odpowiednich temp przebiegu, dopasowanych do wydajności kolejnych etapów procesu.
Zaawansowane instalacje wykorzystują technologie optycznej sortowania z zastosowaniem spektroskopii w bliskiej podczerwieni do identyfikacji i rozdzielania różnych typów polimerów w mieszanych strumieniach odpadów foliowych. Te zautomatyzowane systemy osiągają dokładność sortowania przekraczającą 95% przy wydajności przetwarzania dochodzącej do kilku ton na godzinę, co znacznie zmniejsza zapotrzebowanie na siłę roboczą oraz poprawia czystość strumieni materiałów. Integracja optycznego sortowania przed główną maszyną do recyklingu folii plastycznych zwiększa ogólną wydajność systemu i jakość wyjściową, zapewniając spójność składu przetwarzanych partii.
Redukcja wielkości i aglomeracja
Etapa redukcji rozmiaru przekształca gabarytowe odpadki foliowe w łatwo obsługiwane fragmenty nadające się do mycia oraz dalszego przetwarzania. Jednoosie maszyny do mielenia z hydraulicznymi podajnikami tłokowymi okazują się skuteczne przy początkowej redukcji objętości luźnych folii, podczas gdy granulatory z układem noży wirnik-stator umożliwiają wtórną redukcję rozmiaru do wymaganych wartości w zakresie od 20 mm do 50 mm. Jednolitość rozmiaru cząstek uzyskana w tych etapach ma bezpośredni wpływ na skuteczność mycia oraz właściwości obsługi materiału w kolejnych etapach procesu.
Dla silnie zanieczyszczonych folii rolniczych lub materiałów o znacznej zawartości wilgoci niektóre maszyny recyklingowej filmu plastikowego konfiguracje obejmują jednostki aglomeracyjne, które stosują ogrzewanie przez tarcie w celu częściowego stopienia powierzchni cząstek. Ten proces zwiększa gęstość objętościową materiału, ułatwia usuwanie zanieczyszczeń oraz poprawia właściwości dozowania do ekstruderów. Aglomeratory działają w temperaturach poniżej pełnych temperatur topnienia, zwykle w zakresie od 110 °C do 140 °C dla materiałów polietylenowych, tworząc zagęszczone aglomeraty, które zwiększają wydajność dalszego przetwarzania.
Optymalizacja obwodu mycia
Obwód mycia stanowi najważniejszy etap decydujący o jakości w działaniu maszyn do recyklingu folii plastycznej. Wielostopniowe konfiguracje wykorzystują sekwencyjne kroki mycia z wykorzystaniem coraz czystszych źródeł wody, stosując zasadę przepływu przeciwprądowego, która maksymalizuje usuwanie zanieczyszczeń przy jednoczesnym minimalizowaniu zużycia świeżej wody. Początkowe myjki tarczowe obsługują silnie zabrudzony materiał, pośrednie gorące zbiorniki myjące usuwają kleje i farby drukarskie, a końcowe etapy płukania pozwalają usunąć pozostałości środków myjących oraz drobne cząstki.
Zarządzanie chemią wody okazuje się kluczowe dla skutecznej wydajności mycia, przy czym kontrola pH, stężenia powierzchniowo czynnych oraz temperatury jest zoptymalizowana pod kątem konkretnych profili zanieczyszczeń. Przetwarzanie folii rolniczych zwykle wymaga agresywnych warunków mycia w celu usunięcia gleby i materii biologicznej, podczas gdy folie opakowaniowe po zużyciu wymagają środków myjących skutecznych wobec farb drukarskich i pozostałości klejów. Nowoczesne systemy maszyn do recyklingu folii plastycznych zawierają zautomatyzowane dozowanie chemikaliów oraz monitorowanie jakości wody, aby utrzymać optymalne warunki mycia przy zmieniających się charakterystykach materiału wejściowego.
Specyfikacje materiałów i zgodność
Dopuszczalne cechy materiału wprowadzanego
Zrozumienie specyfikacji materiałowych zgodnych z systemami maszyn do recyklingu folii plastikowych umożliwia operatorom ustalenie odpowiednich protokołów zbierania i sortowania. Większość urządzeń do recyklingu folii obsługuje folie polietylenowe, w tym niskogęstościowy polietylen (LDPE), liniowy niskogęstościowy polietylen (LLDPE) oraz wysokogęstościowy polietylen (HDPE), które stanowią większość zastosowań w elastycznych opakowaniach i foliach rolniczych. Te materiały mają podobne cechy gęstości oraz wymagania procesowe, co pozwala na ich jednoczesne przetwarzanie w pojedynczych konfiguracjach urządzeń.
Filmy polipropylenowe charakteryzują się zgodnymi cechami przetwarzania w wielu projektach maszyn do recyklingu folii plastikowych, choć ich nieco wyższe temperatury topnienia oraz specyfikacje gęstości mogą wymagać dostosowania parametrów. Mieszane strumienie PE/PP można często przetwarzać łącznie, gdy zastosowania końcowe tolerują mieszanki materiałów, choć dla zastosowań wymagających określonych właściwości polimerowych może okazać się konieczne oddzielenie tych materiałów. Grubość materiału mieści się zwykle w zakresie od 20 do 200 mikronów, co zapewnia skuteczne przetwarzanie; wyjątkowo cienkie folie wymagają jednak szczególnych rozwiązań technologicznych.
Poziomy tolerancji zanieczyszczeń
Tolerancja zanieczyszczeń w systemach maszyn do recyklingu folii plastycznej zależy od stopnia zaawansowania technicznego sprzętu oraz konstrukcji obwodu myjącego. Podstawowe konfiguracje skutecznie przetwarzają materiały o poziomie zanieczyszczeń do 30% wagi, w tym glebę, wilgoć i materię organiczną, podczas gdy zaawansowane systemy z wieloma etapami mycia radzą sobie z zanieczyszczeniami zbliżającymi się do 50%, zachowując przy tym akceptowalną jakość wyjściową. Nadmierne zanieczyszczenie jednak zmniejsza wydajność, zwiększa zużycie wody i energii oraz przyspiesza zużycie komponentów.
Zanieczyszczenia problematyczne, które wymagają usunięcia przed przetwarzaniem folii plastycznej w maszynie do recyklingu, obejmują nadmiar metali, kamieni, szkła oraz niestosownych rodzajów tworzyw sztucznych, które mogą uszkodzić sprzęt lub zanieczyścić strumienie wyjściowe. Zawartość papieru poniżej 5% zwykle nie stanowi problemu dla systemów myjących, natomiast wyższe stężenia mogą przeciążyć mechanizmy separacji. Zanieczyszczenia biologiczne, w tym pozostałości pokarmowe, wymagają szczególnej uwagi na etapie gorącego mycia, aby zapobiec zakorkowaniu systemu i zapewnić warunki sanitarne procesu.
Specyfikacje jakości wyjściowej
Wyjście z systemów maszyn do recyklingu folii plastycznej składa się zazwyczaj z czystych, suchych płatków plastiku o rozmiarach od 10 mm do 30 mm, przy zawartości wilgoci poniżej 1% i stopniu zanieczyszczenia poniżej 2% wagi. Te specyfikacje umożliwiają bezpośrednie dozowanie materiału do systemów ekstruzji w celu produkcji granulatu lub w procesach wytwarzania folii. Zaawansowane konfiguracje myjące pozwalają osiągnąć poziom zanieczyszczeń poniżej 0,5%, co daje materiały nadające się do zastosowań kontaktujących się z żywnością, pod warunkiem odpowiedniego mieszania z żywicami pierwotnymi.
Spójność koloru i jednolitość materiału znacząco wpływają na wartość wyjściową oraz przydatność do zastosowań. Systemy przetwarzające wstępnie sortowane, jednokolorowe strumienie materiału generują produkty o wyższej wartości rynkowej w zastosowaniach, w których kluczowe jest zachowanie spójności koloru. Strumienie materiału o mieszanych kolorach dają produkty nadające się do zastosowań tolerujących zmienność koloru, takich jak folie budowlane, przemysłowe arkusze oraz elementy opakowań niewidoczne z zewnątrz, w których cechy użytkowe są ważniejsze niż kwestie estetyczne.
Uwagi operacyjne i czynniki wpływające na wydajność
Przepustowość i szybkość produkcji
Specyfikacje pojemności maszyn do recyklingu folii plastycznej zwykle zawierają się w zakresie od 200 kilogramów na godzinę dla małoskalowych operacji do 2000 kilogramów na godzinę dla instalacji przemysłowych; rzeczywista wydajność zależy od cech materiału wejściowego oraz pożądanej jakości produktu wyjściowego. Systemy przetwarzające czyste, wcześniejszo posortowane odpady przemysłowe osiągają wydajność zbliżoną do maksymalnych wartości podanych w specyfikacji, podczas gdy silnie zanieczyszczone materiały pochodzące z gospodarstw domowych powodują obniżenie skutecznej wydajności o 30–50%, ponieważ cykle mycia się wydłużają, a utraty materiału spowodowane zanieczyszczeniami rosną.
Zależność między prędkością podawania materiału, skutecznością mycia oraz jakością wyjściową wymaga starannej optymalizacji w ramach działania maszyn do recyklingu folii plastikowych. Zbyt wysoka prędkość podawania przekracza możliwości mycia, co prowadzi do niewystarczającego usuwania zanieczyszczeń i uzyskania wyjścia niższej jakości. Umiarkowana prędkość podawania zapewnia gruntowne mycie, ale nieefektywnie wykorzystuje moc urządzenia i zwiększa koszty przetwarzania przypadające na jednostkę produktu. Skuteczne operacje opracowują protokoły przetwarzania dostosowane do konkretnego materiału, które równoważą cele dotyczące wydajności z wymaganiami jakościowymi odpowiednimi dla zamierzanych zastosowań końcowych.
Zużycie energii i wymagania dotyczące mediów technologicznych
Zużycie energii stanowi istotny czynnik kosztów operacyjnych w systemach maszyn do recyklingu folii plastycznej; typowe instalacje wymagają od 0,3 do 0,6 kilowatogodziny na kilogram przetwarzanego materiału. Napędy silnikowe dla maszyn do mielenia, myjek i suszarek stanowią największy zapotrzebowanie na energię elektryczną, podczas gdy systemy gorącego mycia stwarzają znaczne zapotrzebowanie na energię cieplną w przypadku braku systemów odzysku ciepła. Nowoczesne instalacje wykorzystują napędy o zmiennej częstotliwości, które dostosowują prędkość obrotową silników do warunków obciążenia, co pozwala zmniejszyć zużycie energii o 15–25% w porównaniu z konfiguracjami o stałej prędkości.
Zużycie wody w procesie działania maszyn do recyklingu folii plastycznej wynosi od 2 do 8 litrów na kilogram przetwarzanego materiału, w zależności od stopnia zanieczyszczenia i konstrukcji systemu. Systemy obiegowe recyklingu wody z osadnikami, filtracją oraz możliwościami oczyszczania zmniejszają zapotrzebowanie na wodę pitną o 70–90%, co pozytywnie wpływa zarówno na koszty, jak i na środowisko. Rozważania dotyczące oczyszczania ścieków są kluczowe dla zgodności z przepisami – przed odprowadzeniem lub ponownym wykorzystaniem konieczne są osadzanie, filtracja, a czasem także oczyszczanie biologiczne.
Wymagania serwisowe oraz zużycie komponentów
Regularne protokoły konserwacji zapewniają utrzymanie wydajności i długotrwałą żywotność instalacji do recyklingu folii plastikowej. Noże w rozdrabniaczach i granulatorach wymagają ostrzenia lub wymiany co 200–500 godzin pracy, w zależności od stopnia ścieralności materiału oraz poziomu jego zanieczyszczenia. Zespolone łożyska w urządzeniach obrotowych wymagają smarowania raz w tygodniu oraz wymiany raz w roku, aby zapobiec katastrofalnym awariom. Otwórki w sitach jednostek myjących oraz urządzeń redukujących wielkość kawałków materiału wymagają okresowego czyszczenia w celu zachowania właściwych charakterystyk przepływu i zapobiegania gromadzeniu się materiału.
Harmonogramy konserwacji zapobiegawczej obejmują zazwyczaj codzienne sprawdzanie kluczowych komponentów, cotygodniowe smarowanie części ruchomych, miesięczne weryfikowanie systemów elektrycznych oraz blokad bezpieczeństwa oraz kwartalną kompleksową ocenę sprzętu, w tym sprawdzanie ustawienia geometrycznego i pomiar zużycia. W zakładach przetwarzających materiały ścierne, takie jak folie rolnicze z zanieczyszczeniem glebą, występuje przyspieszone zużycie komponentów, co wymaga częstszych okresów inspekcji oraz wymiany komponentów. Kompleksowa dokumentacja konserwacyjna umożliwia analizę tendencji dotyczących trwałości komponentów oraz identyfikację powtarzających się problemów, które wymagają modyfikacji konstrukcyjnych lub dostosowań operacyjnych.
Planowanie wdrożenia i dobór systemu
Dopasowanie wydajności i skalowalność
Wybór odpowiedniej pojemności maszyny do recyklingu folii plastycznej wymaga starannego przeanalizowania dostępności surowca, popytu rynkowego na przetworzone materiały oraz ograniczeń finansowych związanych z inwestycją. Zbyt małe systemy powodują wąskie gardła w procesie przetwarzania, co ogranicza wzrost działalności gospodarczej i może prowadzić do problemów z gromadzeniem materiału. Zbyt duże instalacje działają poniżej optymalnej wydajności, powodując wzrost kosztów przetwarzania przypadających na jednostkę oraz wydłużenie okresu zwrotu inwestycji. Dokładne planowanie mocy obejmuje nie tylko początkową dostępność materiału, ale także prognozowany wzrost wynikający z rozszerzania się sieci zbioru oraz zwiększania się świadomości rynkowej.
Projekty systemów modułowych oferują zalety skalowalności dla rozwijających się operacji, umożliwiając rozbudowę mocy przetwarzania poprzez dodanie równoległych linii przetwarzania zamiast całkowitej wymiany systemu. Początkowe instalacje mogą przetwarzać 500 kilogramów na godzinę przy możliwości zdublowania kluczowych komponentów w celu osiągnięcia mocy przetwarzania 1000 kilogramów na godzinę, gdy zapotrzebowanie na surowiec uzasadni rozszerzenie. Takie etapowe podejście zmniejsza początkowe nakłady kapitałowe, zachowując przy tym elastyczność niezbędną do przyszłego wzrostu zgodnego z rozwojem działalności.
Infrastruktura terenowa i wymagania dotyczące powierzchni
Wymagania dotyczące powierzchni fizycznej do instalacji maszyn do recyklingu folii plastikowej zależą od pojemności i konfiguracji systemu: kompaktowe rozwiązania zajmują około 200 metrów kwadratowych dla systemów o wydajności 500 kilogramów na godzinę, podczas gdy kompleksowe instalacje z rozbudowanymi obwodami myjącymi oraz wyposażeniem końcowym mogą wymagać 1000 metrów kwadratowych lub więcej. Planowanie obiektu musi uwzględniać nie tylko sprzęt przeznaczony do przetwarzania, ale także obszary odbioru materiałów, magazynowania posortowanych materiałów, magazynowania gotowych produktów oraz stref dostępu do konserwacji.
Wymagania infrastrukturalne obejmują trójfazowe zasilanie elektryczne o mocy dopasowanej do specyfikacji urządzeń, zwykle w zakresie od 150 do 500 kW w zależności od wielkości systemu. Infrastruktura zaopatrzenia w wodę musi zapewniać odpowiednie natężenie przepływu do operacji mycia, zazwyczaj od 10 do 40 metrów sześciennych na godzinę przy ciśnieniu zasilania wynoszącym od 2 do 4 barów. Systemy odprowadzania ścieków muszą być w stanie obsługiwać objętości ścieków oraz zapewniać odpowiednią zdolność oczyszczania przed ich odprowadzeniem. Środowisko z kontrolowaną temperaturą nie jest konieczne w przypadku większości maszyn do recyklingu folii plastikowej, choć skrajne temperatury mogą wpływać na wydajność procesu i wymagać dodatkowego ogrzewania lub chłodzenia.
Integracja z kolejnymi etapami przetwarzania
Wielu operatorów maszyn do recyklingu folii plastycznej integruje wyposażenie do ekstruzji i granulacji w celu przekształcenia umytych łusek w postać granulatu, która charakteryzuje się wyższą wartością rynkową oraz zapewnia zwiększoną wydajność magazynowania i transportu. Systemy granulacji wykorzystują jednośrubowe lub dwuśrubowe ekstrudery topiące umyte łuszki, oczyszczające pozostałe zanieczyszczenia za pomocą zestawów sit, a następnie wypychające materiał przez płyty dyszowe, gdzie jest on tniony na jednorodne granulki. Ten dodatkowy etap przetwarzania zazwyczaj zwiększa wartość materiału o 30–50%, jednocześnie tworząc produkty lepiej kompatybilne z konwencjonalnymi urządzeniami do przetwarzania tworzyw sztucznych.
Bezpośrednia integracja etapów mycia i ekstruzji eliminuje w niektórych zaawansowanych konfiguracjach konieczność stosowania pośrednich etapów suszenia. Mokre płatki są bezpośrednio doprowadzane z mechanicznego odwadniania do gardzieli zasilających ekstrudera, gdzie pozostała wilgoć paruje w trakcie procesu topienia. Taki uproszczony podejście zmniejsza zużycie energii i inwestycje w wyposażenie, zachowując przy tym jakość wydajności odpowiednią dla większości zastosowań. Jednak w przypadku zastosowań wrażliwych na wilgoć może nadal być wymagany dedykowany etap suszenia, aby osiągnąć specyfikacje poniżej 0,5% zawartości wilgoci.
Często zadawane pytania
Jakie typy folii plastycznych można przetwarzać w maszynach do recyklingu?
Maszyny do recyklingu folii plastikowych przetwarzają głównie materiały polietylenowe, w tym folie LDPE, LLDPE i HDPE, które powszechnie występują w torbach zakupowych, foliach rolniczych, opakowaniach typu stretch oraz elastycznych opakowaniach. Wiele systemów obsługuje również folie polipropylenowe po niewielkich modyfikacjach. Urządzenia zazwyczaj dopasowane są do grubości folii od 20 do 200 mikronów i mogą przetwarzać zarówno odpady przemysłowe przed konsumentem, jak i odpady po konsumentach. Ogólnie dopuszczalne są folie o mieszanych kolorach, folie nadrukowane oraz materiały o umiarkowanym stopniu zanieczyszczenia; jednak silnie zanieczyszczone materiały mogą wymagać wstępnego przygotowania lub bardziej intensywnych procedur mycia.
Jak dużo miejsca jest potrzebne do zainstalowania systemu do recyklingu folii?
Wymagania dotyczące powierzchni różnią się znacznie w zależności od wydajności przetwarzania i konfiguracji systemu. Podstawowy system o wydajności 300–500 kg/godz. wymaga zwykle 150–250 metrów kwadratowych powierzchni podłogi, podczas gdy przemysłowe systemy o wydajności 1000–2000 kg/godz. mogą wymagać 500–1000 metrów kwadratowych. Wartości te obejmują powierzchnię zajmowaną przez sprzęt, obszary obsługi materiałów oraz strefy dostępu do konserwacji. Obiekty muszą również zapewnić odpowiednią wysokość sufitu – zazwyczaj minimum 5–7 metrów – aby pomieścić taśmy transportujące materiały oraz systemy wentylacyjne. Do całkowitego planowania obiektu należy także uwzględnić dodatkową powierzchnię na magazynowanie surowców, magazynowanie gotowych produktów oraz sprzęt pomocniczy.
Jakie są typowe koszty eksploatacji sprzętu do recyklingu?
Koszty eksploatacji maszyn do recyklingu folii plastikowych obejmują zużycie energii elektrycznej średnio w zakresie 0,3–0,6 kWh na przetworzony kilogram, zużycie wody w zakresie 2–8 litrów na kilogram oraz koszty dodatków chemicznych stosowanych w operacjach mycia, wynoszące około 0,02–0,05 USD na kilogram. Wymagania dotyczące personelu zależą od stopnia zautomatyzowania systemu, ale zwykle wynoszą od 2 do 6 operatorów na zmianę w przypadku systemów przetwarzających 500–1500 kg/godz. Koszty konserwacji, w tym części zamienne, materiały eksploatacyjne oraz zaplanowane serwisowanie, stanowią zazwyczaj 5–8% początkowej inwestycji w wyposażenie rocznie. Łączne koszty eksploatacji mieszczą się zwykle w przedziale od 0,15 do 0,35 USD za przetworzony kilogram i zależą od lokalnych stawek za usługi komunalne oraz stopnia zanieczyszczenia surowca.
Jak długo trwa osiągnięcie zwrotu z inwestycji w recykling folii?
Zwrot z inwestycji w zakup maszyn do recyklingu folii plastikowej różni się znacznie w zależności od kosztu sprzętu, kosztów pozyskania surowca, lokalnych cen rynkowych dla przetworzonego materiału oraz efektywności eksploatacji. Systemy przetwarzające tanie lub darmowe odpady i produkujące granulat przeznaczony do wysokiej klasy rynków mogą osiągnąć zwrot inwestycji w ciągu 18–30 miesięcy. Działalność polegająca na zakupie surowca wejściowego lub produkcji niższej jakości łusek wymaga zwykle 3–5 lat na pełny zwrot inwestycji. Kluczowymi czynnikami wpływającymi na wyniki finansowe są: stała dostawa surowca, stabilne rynki zbytu dla produktów końcowych, czas gotowości do pracy przekraczający 85% oraz skuteczna kontrola kosztów związanych z energią elektryczną, wodą, gazem oraz kosztami pracy. W niektórych jurysdykcjach wsparcie rządowe, certyfikaty recyklingowe lub uniknięcie opłat za składowanie odpadów mogą znacząco skrócić okres zwrotu inwestycji.