




Den globale udfordring med affaldshåndtering af plast har placeret specialiseret udstyr i spidsen for miljømæssige bæredygtighedsindsats. Blandt disse teknologier udgør maskinen til genbrug af plastfolie en afgørende løsning til behandling af postforbrugs- og postindustriel plastfolie, der ellers ville bidrage til opfyldning af lossepladser eller miljøforurening. At forstå de grundlæggende principper, komponenter og driftsmekanismer for disse maskiner gør det muligt for virksomheder, genbrugsfaciliteter og industrielle operatører at træffe velovervejede beslutninger om implementering af effektive systemer til genindvinding af plastfolie i deres driften.
Kunststof folier omfatter en mangfoldighed af materialer, herunder polyethylen indkøbsposer, landbrugsstrækfolier, industrielle krympfolier og emballagematerialer, som kræver specialiserede forarbejdningsmetoder, der adskiller sig fra genanvendelse af stive kunststoffer. Maskinerne, der er designet til dette formål, integrerer mekaniske, termiske og vasketeknologier for at omdanne forurenet, blandet kunststof folieaffald til rene, genanvendelige flager eller granulater, der er velegnede til fremstilling af nye produkter . Denne omfattende gennemgang undersøger de væsentlige komponenter, forarbejdningsstadier, materialehåndteringskrav og driftsmæssige overvejelser, der definerer moderne systemer til genanvendelse af kunststof folier.
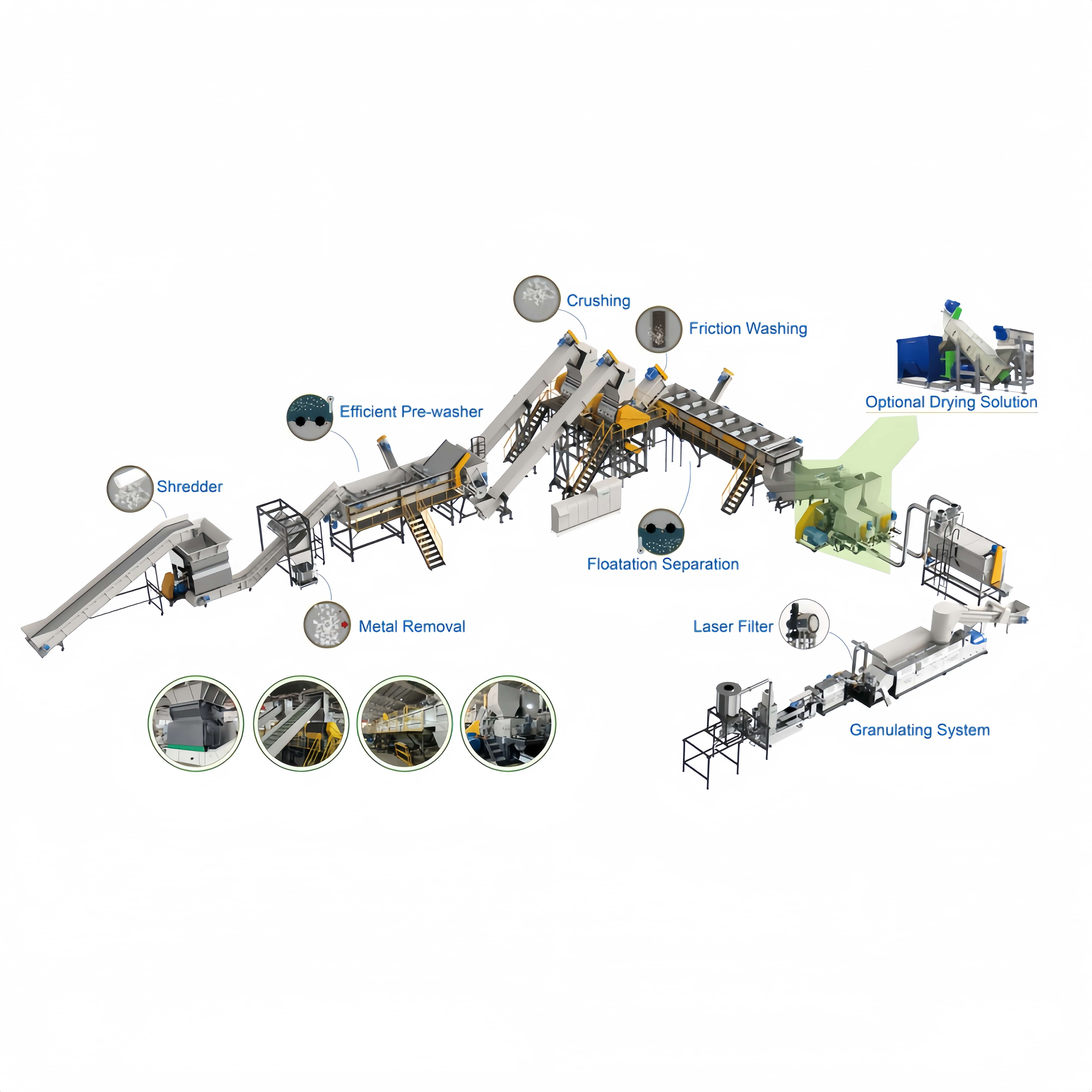
Centrale komponenter og systemarkitektur
Primære procesenheder
Grundlaget for enhver genbrugsanlæg til plastfolie begynder med dets primære forarbejdsenheder, som typisk omfatter transportbånd, knusere og skærere, der er designet specifikt til foliematerialer. I modsætning til udstyr til forarbejdning af stive plastmaterialer skal disse komponenter tage højde for de unikke egenskaber ved foliematerialer – deres tendens til at vikle sig omkring roterende dele, deres lave rumlige massefylde samt deres hyppige forurening med organisk materiale og fugt. Den indledende størrelsesreduktionsfase anvender specialiserede knivsystemer med konfigurationer, der forhindrer materialesammenklumpning og sikrer en konstant tilførselsrate til efterfølgende forarbejdningsfaser.
Materialefødesystemer udgør et kritisk arkitektonisk element i konfigurationen af maskiner til genbrug af plastfilm. Automatiserede bæltekonvejorer eller skruefodere med hældning transporterer sorterede filmaffald fra indsamlingspunkter til knusningsstadiet, samtidig med at de integrerer metaldetektionssystemer for at beskytte udstyr nedstrøms mod skadelige forureninger. Fødemekanismen skal sikre en stabil materialestrøm, selvom der er variationer i densitet og komprimerbarhed, som er karakteristiske for strømme af plastfilmaffald.
Selv shredder-kammeret er udstyret med roterende knivarrayer monteret på tunge aksler, hvor skærmens perforationer bestemmer den endelige partikelstørrelse. Ved filmapplikationer ligger åbningsstørrelserne for disse skærme typisk mellem 30 mm og 80 mm for at opnå en balance mellem igennemstrømningskapacitet og behovet for håndterbare partikelstørrelser i vasketrinene. Driftssystemerne leverer 30–150 hk afhængigt af kapacitetskravene til disse primære nedbrydningsenheder, og drejningsmomentovervågningsystemer beskytter mod overbelastning.
Vask- og adskillelsessystemer
Efter den pågældende størrelsesreduktion integrerer plastfoliegenbrugsmaskinen omfattende rensningssystemer, der er designet til at fjerne forureninger, som påvirker kvaliteten af det genbrugte materiale. Disse systemer omfatter typisk forvaskningsenheder med friktionsvaskere, hvor materialets rørelse i vandbade løsner jord, mærker og organiske rester. Friktionsvaskningsstadiet skaber mekanisk virkning via roterende palle eller skruer, der gnider foliestumper mod perforerede skærme, hvilket letter fjernelsen af forureninger uden overdreven materialeafgradning.
Varme vasketanke udgør en efterfølgende kritisk komponent, hvor vandtemperaturen mellem 60 °C og 90 °C i kombination med omhyggeligt udvalgte overfladeaktive stoffer opløser klæbemidler, fjerner trykfarver og adskiller papiretiketter fra plastsubstrater. Opholdstiden i disse opvarmede vaskekamre ligger typisk mellem 15 og 30 minutter, mens kontinuerlig omrøring sikrer materialers suspension og forhindrer aflejring. Temperaturreguleringssystemer opretholder optimale vasketingelser, mens varmegenvindingsmekanismer minimerer energiforbruget over kontinuerlige driftscykler.
Tæthedsseparationstanke udnytter forskellene i specifik vægt mellem forskellige plasttyper og forureninger for at opnå materialeoprensning. Polyethylen- og polypropylenfilm med tætheder under 1,0 g/cm³ flyder i vand, mens tungere forureninger, herunder PVC, PET, metaller og mineralske stoffer, synker til separat bortledning. Dette hydrocyklon- eller flyde-synke-separationsstadium i plastfilm-genbrugsmaskinens system opnår en forureningssænkning på over 95 %, når det er korrekt kalibreret, hvilket sikrer, at efterfølgende processtrin modtager relativt ensartede materialestrømme.
Vandafskillelses- og tørreekomponenter
Den mekaniske udtørningsfase anvender centrifugaltørere eller presruller, der reducerer fugtindholdet i de mættede filmfragmenter, der kommer fra vaskesystemerne. Centrifugale udtørningsenheder drejer det vaskede materiale med hastigheder på over 800 omdrejninger pr. minut, hvilket genererer kræfter, der presser vandet ud gennem perforerede kurvewægge, mens plastpartiklerne fastholdes. Disse systemer reducerer typisk fugtindholdet til omkring 3–5 % vægtprocent og skaber betingelser, der er velegnede til efterfølgende termisk tørring eller direkte ekstrudering.
Termiske tørresystemer inden for omfattende konfigurationer af plastfilm-genbrugsmaskiner anvender varmluftscirkulation til at opnå endelige fugtighedsspecifikationer under 1 %, hvilket er afgørende for ekstrusions- og pelletiseringsprocesser. Disse tørreanlæg anvender enten horisontale pade-design med opvarmede jakker eller vertikale pneumatiske transportanlæg, hvor materialetransport og tørring foregår samtidigt. Temperaturreguleringen sikrer, at tørreluften holdes mellem 100 °C og 130 °C, så termisk nedbrydning undgås, mens der opnås effektiv fugtighedsafdragelse inden for opholdstider på 20–40 minutter.
Behandlingsfaser og materialestrøm
Indledende sortering og fjernelse af forurening
Før materialet kommer ind i de mekaniske bearbejdningskomponenter i en genbrugsanlæg til plastfolie, fjernes grove forureninger manuelt eller automatisk, og uforenelige plasttyper adskilles. Denne forudbehandlingsfase tager højde for materialer, der kan beskadige udstyret eller forringe kvaliteten af det færdige produkt, herunder stive plastmaterialer, metal, tekstiler og overdreven mængde organisk affald. Sorteringsbåndsystemer med manuelle udvælgelsesstationer giver operatørerne mulighed for at fjerne problemmaterialer, samtidig med at gennemløbsraterne opretholdes på et niveau, der svarer til kapaciteten i efterfølgende processer.
Avancerede installationer integrerer optiske sorteringsteknologier, der bruger nærinfrarød spektroskopi til at identificere og adskille forskellige polymerarter i blandede folieaffaldsstrømme. Disse automatiserede systemer opnår sorternøjagtigheder på over 95 % ved behandlingshastigheder på flere tons i timen, hvilket betydeligt reducerer behovet for manuelt arbejde samtidig med, at renheden af materialestrømmen forbedres. Integrationen af optisk sortering før den primære plastfoliegenbrugsanlæg forbedrer den samlede systemeffektivitet og udkvaliteten ved at sikre en konstant sammensætning i de behandlede partier.
Størrelsesreduktion og agglomerering
Stadiet for størrelsesreduktion omdanner bulkfuld filmaffald til håndterlige fragmenter, der er velegnede til rensning og efterfølgende behandling. Enaksle shreddere med hydrauliske trykstangfodere viser sig effektive til den indledende volumenreduktion af løse film, mens granulatorer med rotor-stator-meskonfigurationer opnår sekundær størrelsesreduktion til specifikationer mellem 20 mm og 50 mm. Den partikelstørrelsesensartighed, der opnås i disse stadier, påvirker direkte rensningseffektiviteten og materialets håndterbarhed gennem resten af processen.
For kraftigt forurenet landbrugsfilm eller materialer med betydeligt fugtindhold kræver nogle plastfilm genbrugsmaskine konfigurationer indeholder agglomeratorenheder, der anvender friktionsopvarmning til at smelte partikeloverfladerne delvist. Denne proces øger materialets bulkdensitet, letter frigivelsen af forureninger og forbedrer tilførselskarakteristikkerne til ekstrudere. Agglomeratorer fungerer ved temperaturer under fuldstændig smeltepunkter, typisk 110 °C til 140 °C for polyethylenmaterialer, og producerer tættede agglomerater, der forbedrer effektiviteten i efterfølgende processtrin.
Optimering af vaskekredsløb
Vaskekredsen udgør den mest kritiske kvalitetsbestemmende fase i driften af genbrugsanlæg til plastfilm. Flertredsopsætninger anvender sekventielle vasketrin med gradvist renere vandforsyninger og implementerer modstrømsprincipper, der maksimerer fjernelsen af forurening samtidig med, at forbruget af friskt vand minimeres. Indledende friktionsvaskemaskiner håndterer stærkt beskidt materiale, mellemste varmvasketanke håndterer klæbemidler og farver, og endelige skylletrin fjerner rester af rengøringsmidler og fine partikler.
Styring af vandkemi er afgørende for effektiv rengøringsydelse, hvor pH-styring, overfladeaktive stoffers koncentration og temperaturregulering er optimeret til specifikke forureningssammensætninger. Bearbejdning af landbrugsfilm kræver typisk aggressive rengøringsforhold for at fjerne jord og biologisk materiale, mens post-forbrugs-emballagefilm kræver formuleringer, der er effektive mod trykkefarver og klæbemiddelrester. Moderne genbrugsmaskiner til plastfilm integrerer automatisk tilsætning af kemikalier og overvågning af vandkvaliteten for at opretholde optimale rengøringsforhold uanset variationer i de indgående materialers egenskaber.
Materialekrav og kompatibilitet
Acceptable indgangsmaterialers egenskaber
At forstå de materiale-specifikationer, der er kompatible med plastfilm-genanlægssystemer, gør det muligt for operatører at etablere passende indsamlings- og sorteringsprotokoller. De fleste film-genanlæg behandler polyethylenfilm, herunder lavtæts polyethylen, lineært lavtæts polyethylen og højtæts polyethylen-varianter, som udgør størstedelen af fleksible emballage- og landbrugsfilm-anvendelser. Disse materialer deler lignende densitetskarakteristika og forarbejdskrav, hvilket gør kombineret forarbejdning inden for enkelt udstyrskonfigurationer mulig.
Polypropylenfilm har kompatible forarbejdningskarakteristika i mange plastfilm-genbrugsmaskinedesigns, selvom deres lidt højere smeltepunkter og densitetsspecifikationer muligvis kræver justering af parametre. Blandede PE/PP-strømme kan ofte behandles sammen, når anvendelsesområderne tåler materialeblandinger, selvom separation måske er nødvendig for anvendelser, der kræver specifikke polymerkarakteristika. Materialetykkelsen ligger typisk mellem 20 mikron og 200 mikron for effektiv forarbejdning, mens ekstremt tynde film kræver særlige håndteringsovervejelser.
Tolerancegrænser for forurening
Tolerancen over for forurening i genbrugsmaskinsystemer til plastfolie varierer afhængigt af udstyrets sofistikering og designet af vaskekredsløbet. Grundlæggende konfigurationer kan effektivt behandle materialer med forurening op til 30 % vægtprocent, herunder jord, fugtighed og organisk materiale, mens avancerede systemer med flere vasketrin kan håndtere forurening på op til næsten 50 %, uden at kvaliteten af det endelige produkt falder under et acceptabelt niveau. Dog reducerer overdreven forurening kapaciteten, øger forbruget af vand og energi samt accelererer slid på komponenter.
Problematiske forureninger, der skal fjernes før behandling i plastfilm-genbrugsanlæg, omfatter overdreven mængde metaller, sten, glas og inkompatible plasttyper, som kan beskadige udstyret eller forurene uddatastrømmene. Papirindhold under 5 % kan typisk håndteres inden for rensesystemerne, mens højere koncentrationer kan overbelaste adskillelsesmekanismerne. Biologisk forurening, herunder fødevarerester, kræver særlig opmærksomhed i varme rensetrin for at forhindre tilstoppelse af systemet og opretholde hygiejniske forarbejdningsforhold.
Specifikationer for uddatakvalitet
Outputtet fra genbrugsmaskinsystemer til plastfilm består typisk af rene, tørre plastflager med en størrelse på 10–30 mm og en fugtighedsindhold under 1 % samt et forureningniveau under 2 % vægtmæssigt. Disse specifikationer gør det muligt at føde materialet direkte ind i ekstrudersystemer til fremstilling af granulat eller til filmproduktionsanvendelser. Avancerede vaskkonfigurationer opnår et forureningniveau under 0,5 % og producerer materialer, der er velegnede til anvendelse i kontakt med fødevarer, når de kombineres med passende blanding af ny (virgin) harpiks.
Farvekonsistens og materialeensartethed har betydelig indflydelse på outputværdien og anvendelsesegnetheden. Systemer, der behandler forsorterede, enfarvede materialestrømme, producerer output, der kan kommandere en præmiepris til anvendelser, hvor farvekonsistens er afgørende. Blandede farvestrømme giver output, der er egnet til anvendelser, der tåler farvevariation, herunder bygningsfolier, industrielle plader og ikke-synlige emballagekomponenter, hvor ydeevnskarakteristika vejer tungere end æstetiske overvejelser.
Driftsmæssige overvejelser og ydeevnsfaktorer
Gennemløbskapacitet og produktionshastigheder
Kapacitetsspecifikationer for plastfoliegenbrugsmaskiner ligger typisk mellem 200 kilogram i timen for småskala drift og 2000 kilogram i timen for industrielle installationer, hvor den faktiske gennemløbsrate afhænger af indgangsmaterialets egenskaber og den ønskede uddatakvalitet. Systemer, der behandler rent, forudsorteret industrielt affald, opnår hastigheder, der nærmer sig de maksimale specifikationer, mens stærkt forurenet post-forbruger-materiale reducerer den effektive gennemløbsrate med 30 % til 50 %, da vaskcykluserne forlænges og materialetab på grund af forurening øges.
Forholdet mellem tilførselshastighed, rengøringseffektivitet og uddatakvalitet kræver en omhyggelig optimering i forbindelse med driften af plastfilm-genbrugsmaskiner. For høje tilførselshastigheder overbelaster rengøringskapaciteten, hvilket resulterer i utilstrækkelig fjernelse af forurening og undermålig uddatakvalitet. Forsigtige tilførselshastigheder sikrer grundig rengøring, men udnytter udstyret under dens kapacitet og øger omkostningerne pr. enhed for behandling. Vellykkede drifter udvikler materiale-specifikke behandlingsprotokoller, der balancerer gennemløbsmål med kvalitetsspecifikationer, der er passende for de tilsigtede endeanvendelser.
Energiforbrug og forsyningsekrav
Energiforbruget udgør en betydelig driftsomkostningsfaktor i systemer til genanvendelse af plastfolie, hvor typiske installationer kræver 0,3 til 0,6 kilowatt-timer pr. kilogram behandlet materiale. Motorstyringer til knusere, vaskemaskiner og tørremaskiner udgør den største elektriske belastning, mens varmevaskesystemer stiller betydelige krav til termisk energi, når der ikke er installeret varmegenvindingsystemer. Moderne installationer omfatter frekvensomformere, der optimerer motors hastigheder i henhold til lastforholdene, hvilket reducerer energiforbruget med 15 % til 25 % sammenlignet med fasthastighedskonfigurationer.
Vandforbruget ved brug af plastfolie-genbrugsanlæg ligger mellem 2 og 8 liter pr. kilogram behandlet materiale, afhængigt af forureningens omfang og systemets design. Lukkede vandrecirkulationssystemer med bundfaldstanke, filtrering og behandlingskapacitet reducerer behovet for friskt vand med 70 % til 90 % og adresserer både omkostningsmæssige og miljømæssige hensyn. Overvejelser om spildevandsbehandling er afgørende for at sikre overholdelse af reguleringskrav, idet bundfald, filtrering og nogle gange biologisk behandling er nødvendige, inden spildevandet kan udledes eller genbruges.
Vedligeholdelseskrav og slid på komponenter
Regelmæssige vedligeholdelsesprotokoller sikrer vedvarende ydelse og levetid for installationer af genbrugsanlæg til plastfilm. Knive til shreddere og granulatorer kræver slibning eller udskiftning hver 200–500 driftstime, afhængigt af materialets slidstyrke og forureninggrad. Lagermontager i roterende udstyr kræver ugentlig smøring og årlig udskiftning for at forhindre katastrofale fejl. Skærmsåler i rensningsenheder og størrelsesreduktionsudstyr kræver periodisk rengøring for at opretholde korrekte strømningsforhold og forhindre materialeophobning.
Forebyggende vedligeholdelsesplaner omfatter typisk daglige inspektioner af kritiske komponenter, ugentlig smøring af bevægelige dele, månedlig verificering af elektriske systemer og sikkerhedsmekanismer samt kvartalsvis omfattende udstyrsudvurdering, herunder justeringskontroller og slidmålinger. Anlæg, der behandler slibende materialer – herunder landbrugsfolier med jordforurening – oplever accelereret slid på komponenter, hvilket kræver mere hyppige inspektionsintervaller og udskiftning af komponenter. Omfattende vedligeholdelsesdokumentation gør det muligt at analysere komponenters levetid og identificere gentagende problemer, der kræver konstruktionsændringer eller driftsmæssige justeringer.
Implementeringsplanlægning og systemsvalg
Kapacitetsmatchning og skalérbarhed
Valg af en passende kapacitet for genbrugsanlæg til plastfolie kræver en omhyggelig analyse af den tilgængelige råmaterialeforsyning, markedets efterspørgsel efter genbrugt materiale og de finansielle investeringsbegrænsninger. For små anlæg skaber procesflaskehalse, der begrænser virksomhedens vækst, og kan føre til problemer med akkumulering af materiale. For store installationer kører under optimal effektivitet, hvilket driver stykomkostningerne op og forlænger den økonomiske tilbagebetalingstid. En præcis kapacitetsplanlægning tager ikke kun højde for den indledende råmaterialeforsyning, men også den forventede vækst, når indsamlingsnetværkene udvides og markedsbevidstheden stiger.
Modulære systemdesigner tilbyder skalerbarhedsfordele for voksende operationer, hvilket gør det muligt at udvide kapaciteten ved at tilføje parallelle proceslinjer i stedet for at erstatte hele systemet. De første installationer kan behandle 500 kilogram i timen med mulighed for at duplikere nøglekomponenter for at opnå en kapacitet på 1000 kilogram i timen, når råvareforsyningen berettiger udvidelsen. Denne faserede fremgangsmåde reducerer de indledende kapitalomkostninger, samtidig med at den sikrer fleksibilitet til fremtidig vækst i tråd med virksomhedens udvikling.
Pladsinfrastruktur og pladsbehov
Kravene til fysisk plads for installation af genbrugsanlæg til plastfolie afhænger af systemets kapacitet og konfiguration, hvor kompakte design optager ca. 200 kvadratmeter for systemer med en kapacitet på 500 kilogram i timen, mens omfattende installationer med udførlige rensningskredsløb og efterbehandlingsudstyr kan kræve 1000 kvadratmeter eller mere. Ved anlægsplanlægning skal der tages hensyn ikke kun til forarbejdningsudstyret, men også til modtagningsområder for materiale, opbevaringsområder for sorterede materialer, opbevaringsområder for færdige produkter samt zoner til vedligeholdelse og adgang.
Infrastrukturkravene omfatter trefaset el-forsyning med kapacitet, der svarer til udstyrets specifikationer, typisk 150–500 kilowatt afhængigt af systemstørrelsen. Vandforsyningsinfrastrukturen skal levere tilstrækkelige strømningshastigheder til rengøringsoperationer, generelt 10–40 kubikmeter i timen med en forsyningstryk på 2–4 bar. Afløbssystemer skal kunne håndtere spildevandmængderne med passende behandlingskapacitet før udledning. Klimakontrollerede miljøer er unødvendige for de fleste plastfolie-genbrugsanlægsdriftsforhold, selvom ekstreme temperaturer kan påvirke proceseffektiviteten og kræve supplerende opvarmning eller køling.
Integration med efterfølgende behandling
Mange operatører af genbrugsanlæg til plastfilm integrerer ekstrusions- og pelletiseringsudstyr for at omdanne vasket flak til pelletform, hvilket giver en højere markedsværdi samt forbedret effektivitet ved lagring og transport. Pelletiseringsanlæg anvender enten en-skruer- eller to-skruer-ekstrudere, der smelter de vaskede flak, filtrerer eventuelle resterende forureninger gennem silkepakker og presser materialet gennem dyseplader, hvor det skæres i ensartede pellets. Dette værditilføjende forarbejdningstrin øger typisk materialets værdi med 30 % til 50 %, samtidig med at det skaber produkter, der er mere kompatible med konventionel plastforarbejdningsudstyr.
Direkte integration mellem vask og ekstrusionsfaser eliminerer behovet for mellemværende tørrefaser i nogle avancerede konfigurationer. Fugte flakkes føres direkte fra mekanisk afvanding til ekstruders fødeflæder, hvor restfugtigheden fordampes under smelteprocessen. Denne strømlinede fremgangsmåde reducerer energiforbruget og investeringen i udstyr, samtidig med at kvaliteten af output opretholdes på et niveau, der er egnet til de fleste anvendelser. Dog kan anvendelser, der er følsomme over for fugt, stadig kræve dedikerede tørrefaser for at opnå specifikationer under 0,5 % fugtindhold.
Ofte stillede spørgsmål
Hvilke typer plastfolier kan behandles i genbrugsanlæg?
Maskiner til genbrug af plastfolie behandler primært polyethylenmaterialer, herunder LDPE-, LLDPE- og HDPE-folier, som typisk findes i indkøbsposer, landbrugsfolier, strækfolier og fleksibel emballage. Mange systemer kan også håndtere polypropylenfolier med mindre justeringer. Udstyret kan typisk håndtere folietykkelse fra 20 til 200 mikron og kan behandle både præ-forbrugerindustrielt affald og post-forbrugeraffald. Blandede farver, trykte folier samt materialer med moderat forurening er generelt acceptabelt, men stærkt forurenet materiale kræver muligvis forbehandling eller mere intensiv rengøringsprotokol.
Hvor meget plads kræves der for at installere et foliegenbrugssystem?
Pladsbehovet varierer betydeligt afhængigt af forarbejdningskapaciteten og systemkonfigurationen. Et grundlæggende system med en kapacitet på 300–500 kg/t kræver typisk 150–250 kvadratmeter gulvplads, mens industrielle systemer med en kapacitet på 1000–2000 kg/t måske kræver 500–1000 kvadratmeter. Disse tal omfatter udstyrets fodaftryk, områder til materialehåndtering samt zoner til vedligeholdelse. Faciliteterne skal også have tilstrækkelig loftshøjde – generelt mindst 5–7 meter – for at kunne rumme materialerør og ventilationssystemer. Der bør desuden indregnes ekstra plads til opbevaring af råmaterialer, færdigprodukter samt hjælpeudstyr i den samlede facilitetsplanlægning.
Hvad er de typiske driftsomkostninger ved drift af genbrugsudstyr?
Driftsomkostningerne for plastfoliegenbrugsmaskiner omfatter el-forbrug på gennemsnitligt 0,3–0,6 kWh pr. kilogram behandlet materiale, vandforbrug på 2–8 liter pr. kilogram samt kemiske tilsætningsstoffer til rengøringsprocesser, der koster ca. 0,02–0,05 USD pr. kilogram. Arbejdskraftbehovet afhænger af automatiseringsniveauet, men ligger typisk mellem 2 og 6 operatører pr. skift for systemer, der behandler 500–1500 kg/t. Vedligeholdelsesomkostninger – herunder reservedele, forbrugsartikler og planlagt service – udgør typisk 5–8 % af den oprindelige udstyrsinvestering årligt. De samlede driftsomkostninger ligger typisk mellem 0,15 og 0,35 USD pr. kilogram behandlet materiale og varierer afhængigt af lokale energi- og vandpriser samt graden af materialeforurening.
Hvor lang tid tager det at opnå et afkast på investeringen i foliegenbrug?
Afkastet på investeringen i installationer af genbrugsanlæg til plastfolie varierer betydeligt afhængigt af udstyrets omkostninger, omkostningerne ved indkøb af materiale, lokale markedspriser for genbrugt output samt driftseffektiviteten. Systemer, der behandler billigt eller gratis affaldsmateriale og producerer pelletiseret output til premiummarkeder, kan opnå et afkast på investeringen inden for 18–30 måneder. Drift, der køber inputmateriale eller producerer lavere kvalitet flake-output, kræver typisk 3–5 år for fuld tilbagebetaling af investeringen. Nøglefaktorer, der påvirker den økonomiske ydeevne, omfatter en konstant materialeforsyning, stabile markeder for output, en driftstid på over 85 % samt effektiv omkostningskontrol med hensyn til energi- og arbejdskraftomkostninger. Offentlige incitamenter, genbrugskreditter eller undgåelse af losseafgifter kan i visse jurisdiktioner betydeligt forkorte tilbagebetalingstiden.