bottle to bottle recycling plant
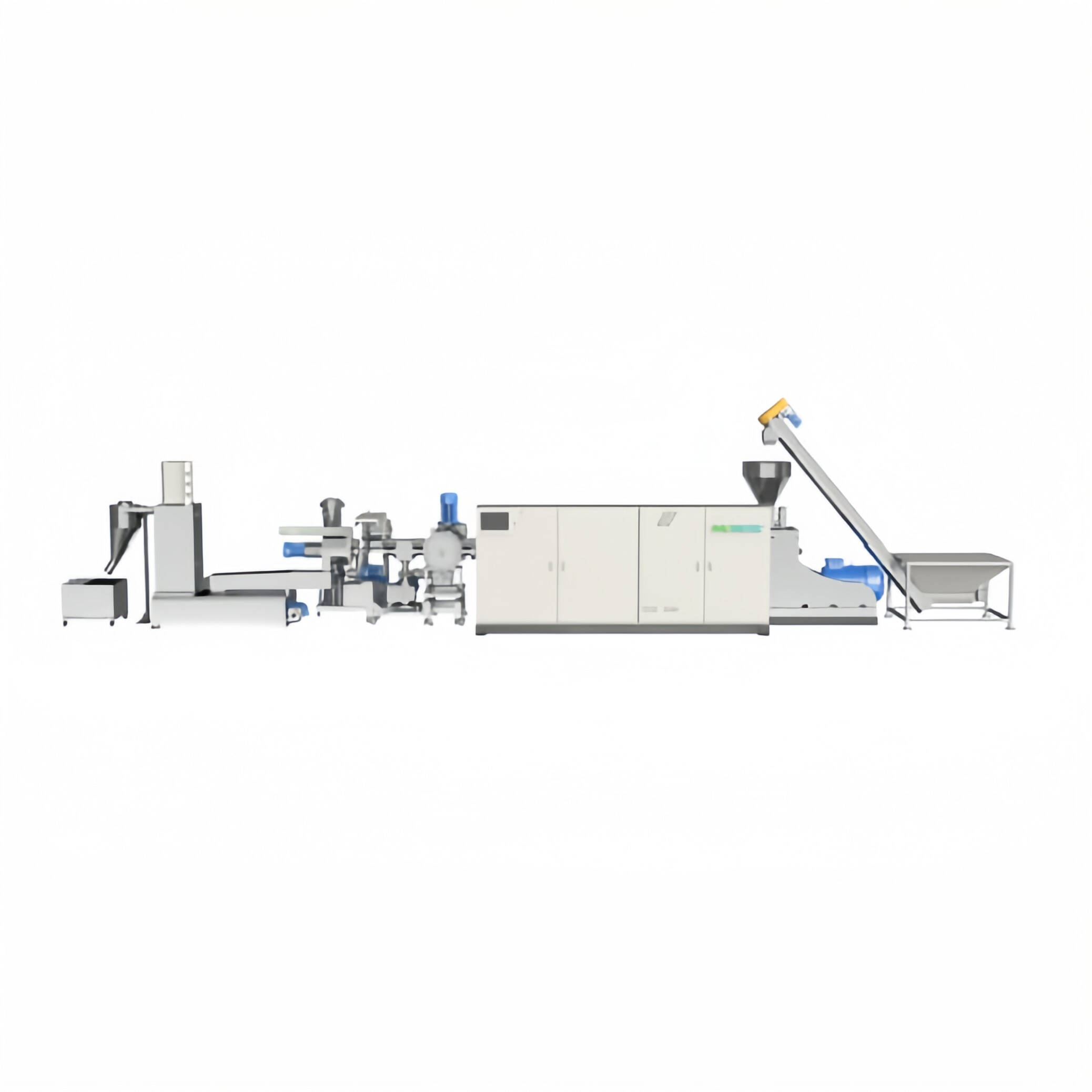
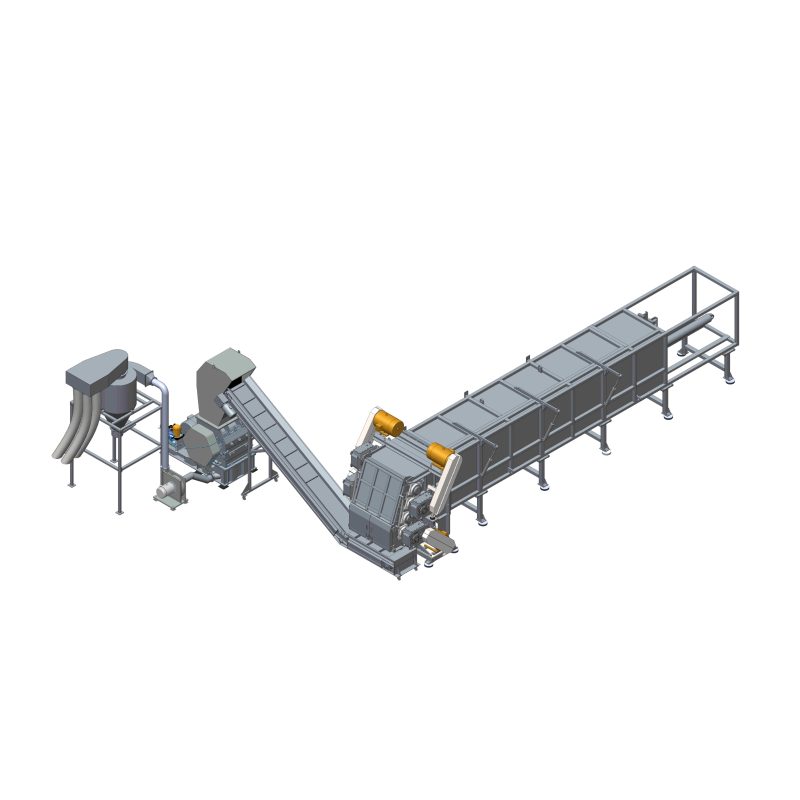
A bottle to bottle recycling plant represents a cutting-edge solution in sustainable packaging, transforming used plastic bottles into food-grade materials suitable for new bottle production. This advanced facility incorporates multiple processing stages, including sorting, grinding, washing, and decontamination, to ensure the highest quality output. The plant utilizes state-of-the-art cleaning technologies and advanced polymer processing equipment to remove contaminants and restore the plastic to its original purity. Through precise temperature control and vacuum conditions, the material undergoes thorough decontamination, meeting strict food safety standards. The facility can process various types of plastic bottles, primarily focusing on PET materials, and converts them into high-quality recycled PET (rPET) pellets. These pellets maintain properties comparable to virgin materials, making them suitable for direct food contact applications. The plant's automated systems ensure consistent quality control throughout the process, while integrated sensors monitor and adjust processing parameters in real-time. This technology enables a closed-loop recycling system, significantly reducing the environmental impact of plastic packaging while meeting the growing demand for sustainable packaging solutions.
 ×
×