03
Jul
03
Jul
03
Jul
04
Jul



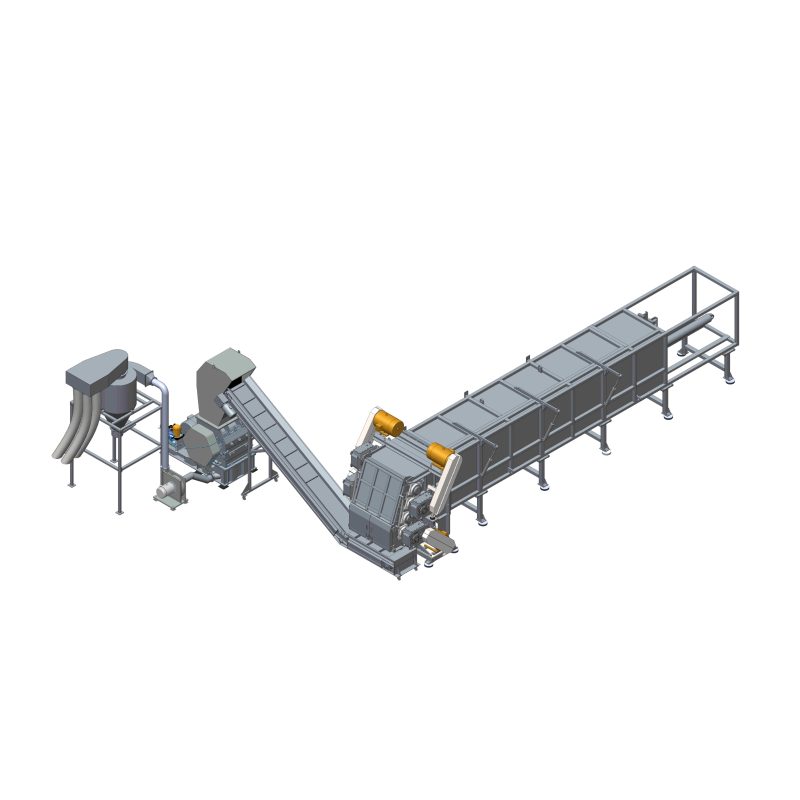
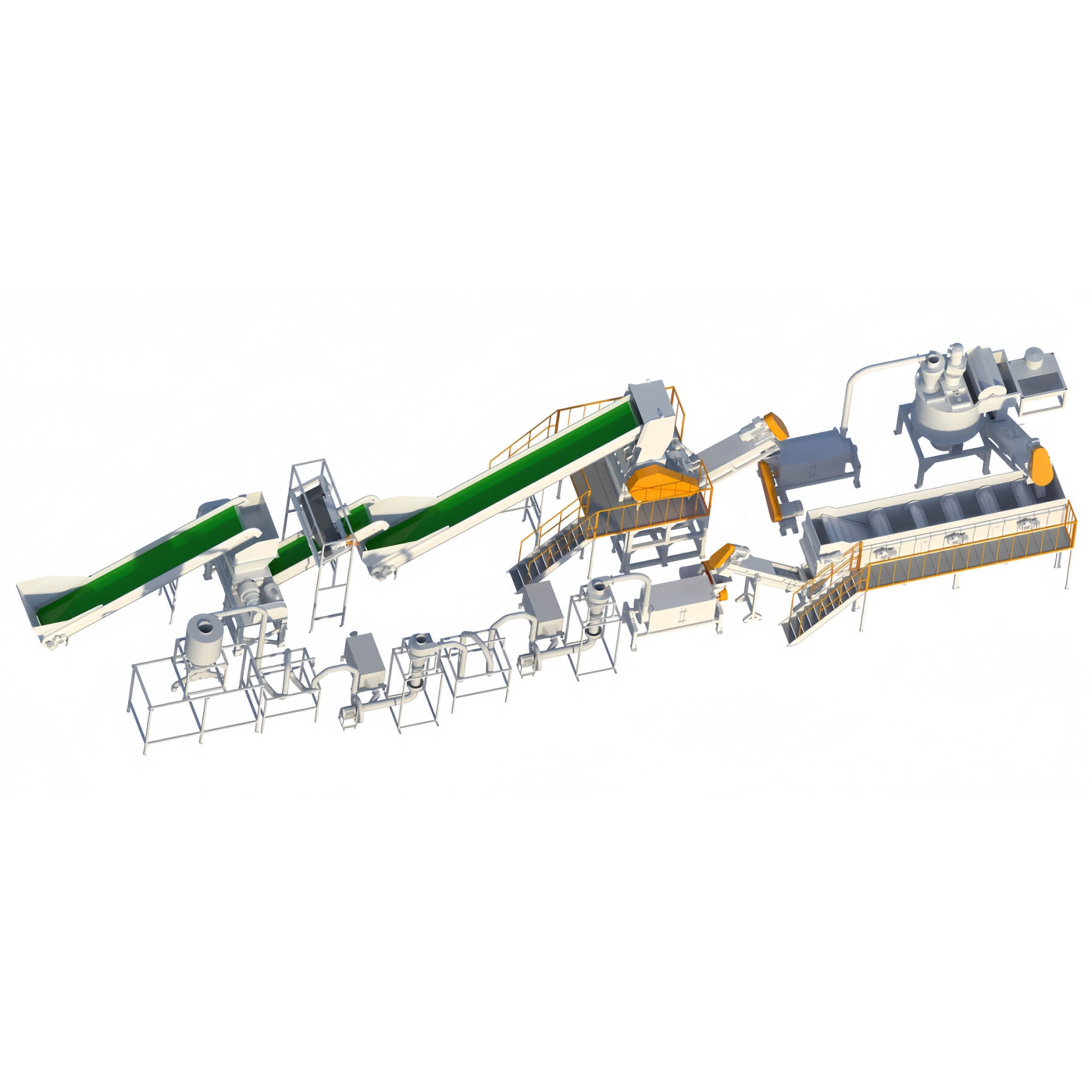
חברת Suzhou Polytec Machine Co LTD מספקת מערכות מיחזור פלסטיק באיכות גבוהה ובהתאמה אישית. הטכנולוגיה המתקדמת והשירות המקצועי שלנו מייעלים את היעילות והקיימות עבור לקוחות גלובליים.
עיר ז'נגג'יאנג (ליד ש אנחה, שעה אחת ברכבת), מחוז ג'יאנגסו, סין 215621
זכויות יוצרים © 2025 סוז'ו פוליטק משלינס ק.מ.מ. כל הזכויות שמורות. מדיניותICY